CEN DEC
21
MEDIA
TOUR
The first series production unit of the LB 44-510 rotary drilling rig was delivered in August,
with another in mid-September, working in a kelly drilling application.
The drilled piles are installed to the final depth completely cased as, during the drilling
process, the excavated material is removed under the protection of an advanced casing. The
site has partially unstable ground with a high groundwater level, necessitating a waterload
throughout the pile manufacturing process to ensure that the bottom of the boreholes are
stabilised. With a drill bucket loosening and removing drill cuttings, the rotary drilling method
ensures that the boreholes can be excavated down to the final depth, completely cased,
without the need for a casing oscillator.
Use of the LB 44-510 rotary drilling rig has obviated the need for two duty cycle crawler cranes
which – with casing oscillator – were previously required to reinforce the piles, concrete and
extract the casing during concreting work, all under the necessary torque and pull force. With
the high torque and enormous pull force of the LB 44-510, there is no need for the machine
units to be changed after the drilling process, thus making for greater productivity. The LB 44-
510 rotary drilling rig is the largest and most powerful of its kind in Germany.
With little time required for set-up owing to the fact that the leader can be folded back for
transportation, keeping the hydraulic hoses connected, the 170-ton LB 44-510 rotary drilling
rig requires no disassembly while transporting between job sites. On the FAIR site, the two rigs
were ready for operation within six hours.
With a torque of 510kNm, and enormous pull force, the LB 44-510 rotary drilling rig is the
largest and most powerful in Liebherr’s line.
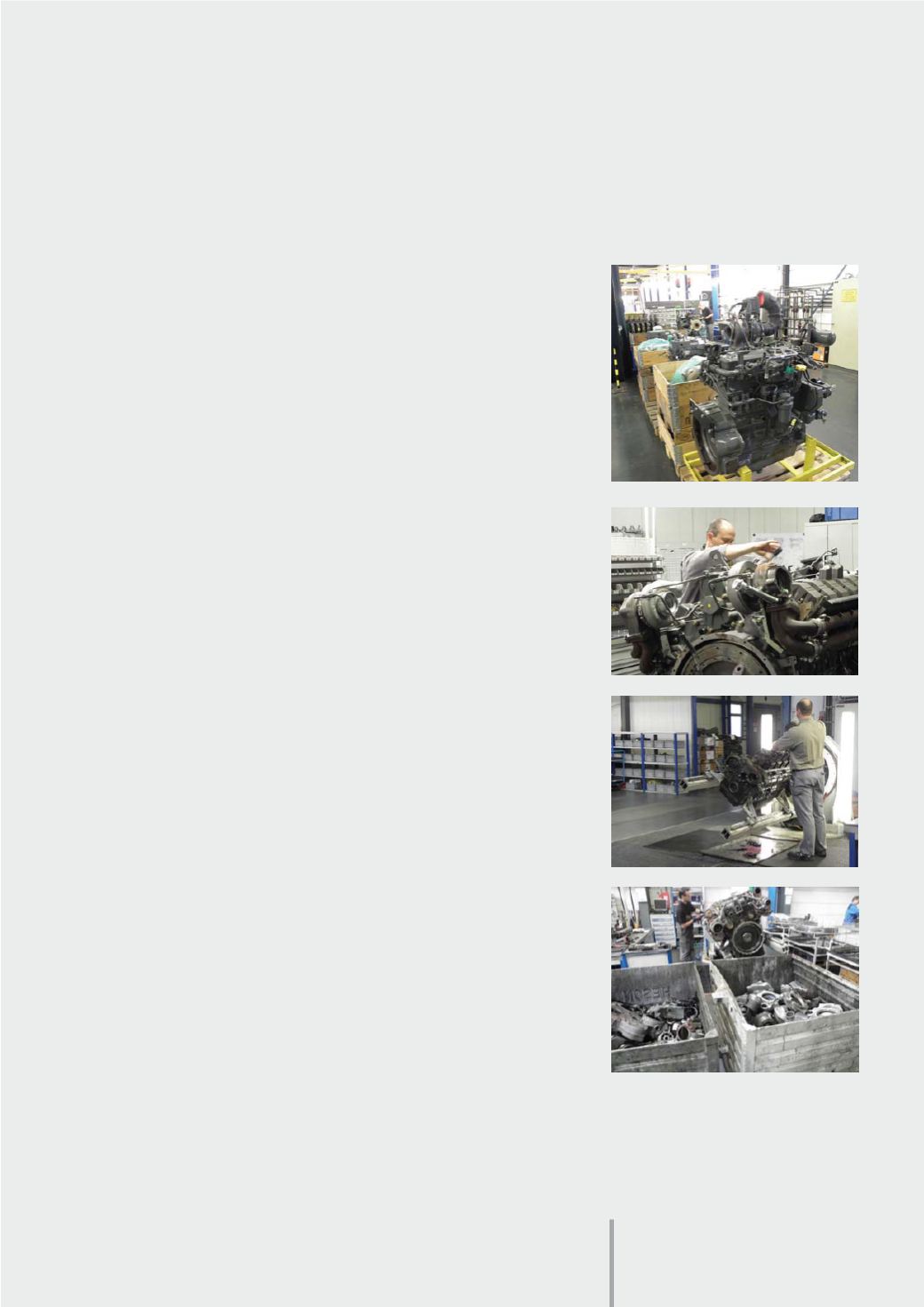
Reman programme Liebherr-Ettlingen
Liebherr prides itself on producing construction machines that are targeted at a life cycle of
25 years. However, it acknowledges that once a machine reaches a certain age, signs of wear
are to be expected, particularly in the drive components.
While thorough maintenance and service schedules assist to prolong the lives of machines,
subjecting them continuously to arduous environments takes its toll and it is no longer viewed
as economical simply to repair damage. This is where refabrication or ‘remanning’ becomes
a viable alternative to repairing. The process is economically and environmentally beneficial,
with reconditioned components requiring up to 75% less energy and raw materials by the
time they are delivered.
Remanning is conducted according to industrial standards and entails recreating the quality
of a new product from material that has already been used. This could mean completely
reassembling an entire drive component, for example a diesel engine, from previously used
or reconditioned parts. At Liebherr, prospective parts undergo stringent checks before being
considered for re-use.
Upon delivery to the facility, the components are subjected to high pressure pre-cleaning
and any parts that cannot be used are disposed of. The parts that can be used are tested
diagnostically, with each part examined under the most stringent tolerance criteria, to assess
whether or not it is suitable for (re)use.
International Media
Information Tour 2013


