This challenging 15 MW stator and rotor rewind project for a platinum mine represents a significant achievement in motor refurbishment and demonstrates Marthinusen & Coutts’ capabilities in adhering to industry standards and ensuring meticulous attention to detail.
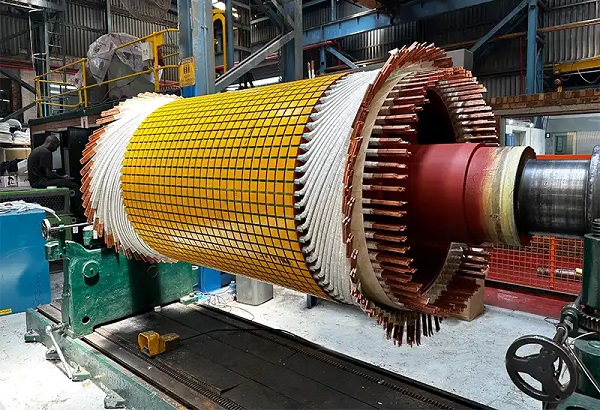
In this refurbishment project, Marthinusen & Coutts successfully restored the 15 MW motor to its original high standards.
The project was awarded to Marthinusen & Coutts (M&C), a division of ACTOM, in late November 2024. It involved a comprehensive overhaul of a motor that had been in service for over 18 years and the contract was awarded to M&C due to the company’s proven, successful repairs and its intricate knowledge of the design of these 15 MW motors.
Project scope
The primary objective of the rewind project was to restore the motor to its original high standards – as when it was initially manufactured. This goal required a thorough scope of work, including:
- Rewinding the stator and rotor, incorporating steel binders into the rotor windings – a complex and difficult task to execute
- Overhauling the brush gear compartment and installing new brushes
- Re-insulating the slip rings with new insulation material
- Installing new heat exchangers
- Conducting shaft repairs and fully refurbishing the white metal bearing assemblies
- Dynamically balancing the rotor
- Skimming the stator feet and pedestal bearings
- The complete assembly of the motor
- Finally, a no-load test run was performed, and the motor was repainted to complete its restoration.
Technical challenges and solutions
The rewind process proved challenging, especially concerning the use of steel binders on the rotor. M&C engaged an expert craftsman with 35 years of experience in fitting these complex components. The project’s complexity required precautionary measures during critical stages, including the burnout, coil manufacturing, VPI (Vacuum Pressure Impregnation), and curing cycles, as well as balancing to ensure the rotor met a tolerance of G 0.4.
In selecting materials for the rewind, M&C, in consultation with its international insulation experts, chose a comprehensive insulation solution.
Project management and compliance
To keep the project on schedule, M&C adopted a proactive approach, although some delays occurred due to the complexities of the VPI processes. The project management methodology included clearly defined hold points, as requested by the customer. M&C’s Quality Control (QC) department regularly communicated with the customer, providing updates when hold points were ready for inspection.
Safety was a top priority throughout the rewind process. Senior operators and technicians carefully supervised testing and lifting procedures, ensuring compliance with industry standards and regulations. Compliance with various testing standards – established by the International Electrotechnical Commission (IEC) and M&C’s internal standards – was maintained throughout the project.
Effective coordination with the customer was maintained by compiling weekly progress reports and holding regular meetings that adhered to the outlined project timeline. Notably, the customer engaged an independent third-party specialist to verify and sign off on all hold points, further enhancing the project’s transparency and credibility.
Looking ahead, M&C expects major advances in the repair and maintenance of motor components. Key enhancements will likely focus on improving mechanical conditions and reconditioning motor and pedestal bases to increase the lifespan and efficiency of critical equipment.
M&C’s dedication to quality workmanship and customer satisfaction is unwavering. It extends the lifespan of these 15 MW machines successfully and, as an expert in this field, it offers repair solutions for customers.
For more information visit: www.mandc.co.za/