Mark Newby of Eskom Research, Testing and Development, and Corney van Rooyen of the CSIR’s National Laser Centre talk about the longstanding bilateral collaboration between ESKOM and the CSIR on high impact refurbishment projects, including the repair of PTR-tanks in the nuclear industry, a laser metal deposition tenon re-build on turbine blades, and other turbine rotor, blade and understrap repairs.
Click here to download and read pdf
Mark Newby is part of Eskom’s multidisciplinary research, testing and development group, one of the hundreds of technical people involved in physical metallurgy and material related research and development at Eskom’s Rosherville site in Johannesburg. “I am a mechanical engineer who specialises in experimental stress and vibration analysis,” he begins.
Newby began his career as an Eskom trainee and completed a Masters diploma of Technology at Port Elizabeth Technikon. “I joined Eskom as a bursar directly after completing national service and, apart from a three and half year ‘break’ as a lecturer at the Port Elizabeth Technikon, I have been with them ever since,” he adds.
“Our team at Eskom Research, Testing and Development includes chemical, material and electrical specialists so we can offer a whole range of disciplines – and in my experience, the most successful research comes from multidisciplinary projects.” Newby tells African Fusion.
His involvement with laser welding began in 2008 on a project with his late colleague, Philip Doubell, and a team from the CSIR National Laser Centre (NLC) headed up by Corney van Rooyen. “Our first project involved the repair of atmospheric stress corrosion cracks (ASCC) along the welds of the PTR cooling water tanks at Koeberg nuclear power station. We explored the use of friction stir welding with the guys at Nelson Mandela University (NMU) and laser weld repair with CSIR’s NLC.
“With NMU, we developed a non-consumable friction stir welding technique using a lanthanum tool that did not need to penetrate the wall. Similar techniques are widely used for joining aluminium, but the PTR tanks are made from 304L stainless steel, and we successful qualified a procedure to repair these cracks on a full-sized mock up while they were in service.
“At the same time, we were working with Corney on a powder-fill laser welding technique to do the same job. With the laser, we were able to seal leaking ASCC cracks before using a powder filler to build up and reinforce the surface area,” says Newby, adding that the laser technique was preferred and the two Koeberg PTR tanks were repaired in 2011 and 2012, respectively, and put back into service for an additional six years.
“Based in this success, we started looking at turbine components in two key areas, turbine blades and turbine shafts. We have now successful applied laser welding techniques in both these areas, although the approaches required are very different,” he notes.
Newby says that on a large turbine shaft, a localised rub from a seal often causes local wear damage. “Any slight touch on a rotating shaft spinning at speed will tend to cause a localised groove on the shaft. Performing a small repair without having to heat treat the whole shaft can be tricky. We have developed a technique that involves machining away material to a 3.0 mm depth before applying a laser metal deposition technique in layers of less than 1.0 mm each. The technique involves exceptionally low heat input, which avoids the post-repair need to heat treat the rotor, which can put the seal at risk,” Newby explains.
The repair also retains the shaft’s original dimensions, which avoids machining down and then having to accommodate oversized bearings or replace them with resized ones.
Turbine blade refurbishment
Steam turbine blades for power stations, according to Newby, are susceptible to erosion on the low pressure turbines from the relatively wet steam passing through them. “Typically, the aerofoils get pitted and worn, which led us to explore re-surfacing in the worst affected areas: machining away worn sections of turbine blades, building them up using laser metal deposition before machining the area back to the precise dimensions.
“Soon after we started to develop these techniques, however, we encountered this tenon problem,” he says, describing how turbine blades are mounted between the rotating shaft and the outer shroud: Around the outside of the turbine blades, there is an outer shroud, supporting a ‘packet’ of turbine blades, typically 10 blades. These shroud segments are connected to each other by short titanium understraps, which are connected to the shroud via tenons on the two blades at the end of each ‘packet’.
“The full ring of shroud segments interconnected by the understaps turns the whole row of turbine blades into a disc, which helps to control vibration while the turbine is running,” Newby explains.
On assembly, he says that the turbine blades with tenons on their outer ends are first attached to the shaft in a straddle root configuration. Two understraps are fitted at the appropriate distance apart with the turbine blade tenons passing through aligned slots in the understrap. Then a shroud segment, which has similarly aligned slots, is fitted over each blade’s tenons, with the two end blades of each ‘packet’ overlapping the understraps.
“The tenons are then mechanically peened to form rivets that securely hold the shroud segment and understrap onto the turbine blades. By repeating this process for each shroud segment, the complete shroud is formed around the shaft, securing the row of blades attached to the turbine rotor,” Newby explains.
“Once fitted, any pit, crack or flaw in any of these interconnected components creates a problem, because you can’t easily dismantle individual turbine blades. The peened tenon ‘rivets’ for a whole section of blades – sometimes more than one packet, depending on the access point and the component of interest – first have to be ground off so the shroud section and/or the understrap can be removed. This destroys the turbine blades, because without a tenon, they can no longer be refitted,” Newby tells African Fusion.
To dismantle and replace an entire row of turbine blades, understraps and shroud packets on a steam turbine rotor, he points out, could take 12 to 18 months to complete, and the affected turbine rotor would be out of service in a workshop for the entire period.
Eskom Research, Testing and Development and CSIR’s National Laser Centre therefore embarked on an extensive investigation to develop a repair technique for the turbine blade tenons after having removed them. “These are 12CrMoV steel and we started by building up suitably sized tenon shapes on test plates by fusing thin layers of powder using a laser. After machining the shape, we found that the integrity of the steel with respect to the residual stress was good. This was validated at the Institut Laue Langevin neutron diffraction facility in Grenoble, France,” says Newby.
Corney van Rooyen adds that, after some investigation, Inconel 625 powder was chosen for the tenon repair. “A matching low carbon 12% martensitic stainless steel requires too much energy to deform via peening. Inconel is widely accepted in the industry and is well suited because it is much more ductile and with adequate mechanical strength to secure the shroud,” he notes.
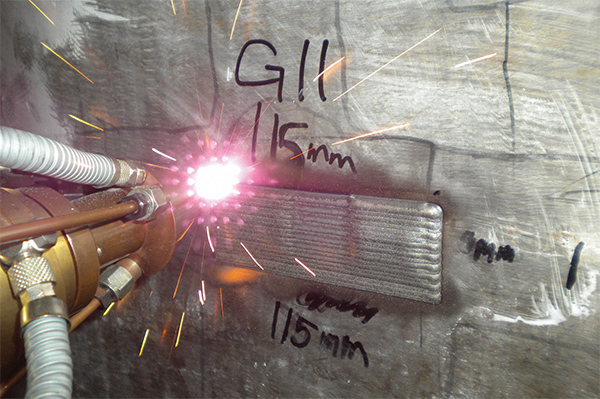
Successful initial research enabled the process to be taken further with the CSIR’s National Laser Centre and Van Rooyen being contracted to develop a viable welding procedure to perform an in-situ repair of the tenons: that is, to repair the tenons while still attached to the turbine rotor. “The process started with field trials on a scrap rotor. We attached a laser-based welding system to a robotic arm on a portable platform. We then developed a highly controlled additive laser-based welding sequence to rebuild the tenons on the ends of each turbine blade,” says Van Rooyen.
With a typical near net shape profile of 10 by 10 with a 6.0 mm height for the shroud-only tenon connection and 9.0 mm for the tenons passing though both the shroud and understrap, Van Rooyen and his team chose to use a 2.0 kW IPG Photonics Fibre laser for the in-situ rebuild. “IPG fibre lasers offer good beam quality and high power, but they are compact and very robust,” he tells African Fusion.
A small Kuka robot was chosen to manipulate the laser via a fibre optic and the powder through a nozzle to rebuild the tenons. “The robot was programmed to build a near net shape profile from a pre-defined tool path. All we had to do onsite was reference the starting point for each tenon. We could also easily reprogram the tool path for other tenon sizes, which were different depending on the location and stage of the turbine blade on the turbine,” Van Rooyen adds.
Argon was used as the carrying gas for the powder, which was metered using a disc and groove type powder feeder. “Changing the rotating speed of the feed disc adjusts the powder feed rate very accurately, to within ±2.5% on a 0.5 kg/hour powder-feed rate,” he explains.
Highlighting the onsite suitability of the process, the laser power source was installed in a truck to enable the repair to be applied outside. “Once the tenons were ground off and a reference starting point for each one was established, the repair proceeded automatically at a rate of about 0.5 mm per layer. We could, in theory, have rebuilt all 10 tenons on a packet of turbine blades in a single two shift day, but with the necessary inspection required to ensure the integrity of the repair, it did take several days longer,” he notes.
Following build up, intermediate ultrasonic inspection, and post weld heat treatment of the welded tenons, each tenon was hand dressed by skilled blade fitters to the exact size and finish required.
Once a packet of blades was assembled to its understrap segment, the shrouds were joined to reconnect the removed shroud segments to the remaining segments either side. Following intermediate non-destructive testing on the shroud welds, the tenons were mechanically peened so that they were firmly and permanently attached to the shroud.
“The shroud welds, which also have to be subjected to stress-relieving heat treatment, are more easily done using the TIG process, but we initially used the laser as we had the procedures in place to perform the repair,” Van Rooyen continues.
Newby adds: “The tenon repair procedure involved very high levels of detail at every stage, ending up with ultrasonic and penetrant NDT testing on every part of the repair.”
After a full field trial, the qualified tenon refurbishment process was applied to an in-situ understrap replacement on a 657 MW Majuba low pressure steam turbine in January 2020 at ESKOM-owned Rotek Engineering. Tenons on ten blades, five blades either side of the understrap, were removed. The two half shroud sections either side were cut after blade five, enabling them to be removed. The tenons were refurbished using laser metal deposition to near net shape before being hand-dressed. Following inspection and heat treatment, the understrap was replaced, followed by fitment, weld-joining and heat treatment of the removed shroud sections on either side. The repair was then completed by peening the tenons to firmly hold the turbine blades in place.
“We started the repair in December 2019, and we completed the work in January 2020. The actual implementation took place in a single month over the festive period. This is what we call an in-situ repair, and it costs a fraction of that associated with the replacement of a full row of 128 blades. Once optimised, this repair can be completed within a 15-day window, which will have a huge impact for power stations,” says Van Rooyen.
“We also believe we can do this onsite with the rotor removed and mounted in the laydown space adjacent to the turbine floor, which will further simplify the logistics and reduce downtime at the power station,” Newby concludes.