WearCheck’s Technical Bulletin 81 features a comprehensive article by Andres B Lantos of WearCheck Argentina that details how lubricant refreshment life for turbines can be accurately estimated to achieve lean operation. MechChem Africa presents a summary.
Click to download and read pdf
 Turbines are critical pieces of equipment for power plants and industries, with varnish formation being the first root cause of downtime and reliability loss. The lubricant’s oxidation condition can be effectively monitored in many ways, such as RULER (Remaining Useful Life Evaluation Routine), MPC (Membrane Patch Colorimetry) and RPVOT (Rotating Pressure Vessel Oxidation Test) tests.
Turbines are critical pieces of equipment for power plants and industries, with varnish formation being the first root cause of downtime and reliability loss. The lubricant’s oxidation condition can be effectively monitored in many ways, such as RULER (Remaining Useful Life Evaluation Routine), MPC (Membrane Patch Colorimetry) and RPVOT (Rotating Pressure Vessel Oxidation Test) tests.
Besides the nominal ASTM value for these tests, significant information can be gathered from integrating their outcomes which is particularly useful for estimating the optimum lubricant refreshment period for lean operations. Through lab tests, this can be accurately estimated so that maintenance interventions can be planned well in advance of related reliability issues.
In turbines, the main root cause of failure is the formation of deposits, which produce several detrimental effects, such as sticking valves, orifice obstruction and inefficient heat exchange. In the case of gas turbines, where the lubricant suffers mainly from thermal stress, deposits are usually associated with varnish, which is a common product of oxidation processes. Varnish is composed of sacrificed antioxidants and oxidation products that coalesce to form sticky soft matter. The costs can be very high, both in downtime and in equipment replacement. For this reason, monitoring of the oxidation condition of turbine oils is of vital importance.
To prevent the base oil from oxidation and varnish formation, turbine lubricant additives include about 1% antioxidants, which are sacrificed to protect the base oil from free radicals and thermal and oxidative stress.
It is usually accepted that turbine oils can be used until their remaining active antioxidants are down to 25% of the original formulation. In many cases, however, depending on the oil, varnish issues arise well before this point. Both laboratory tests and turbine oil condition monitoring show that varnish may start to build up even when remaining antioxidants in the lubricant are as high as 60%. To keep turbine operations between safe boundaries, sufficiently high levels of antioxidants should be maintained so that varnish potential remains low and to proactively ensure high oxidation resistance.
Complementary tests: MPC, RPVOT and RULER
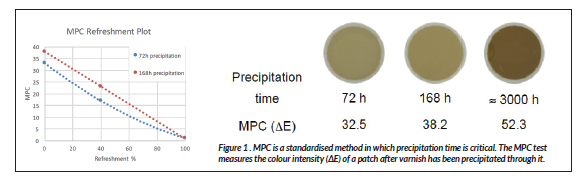
Membrane Patch Colorimetry (MPC) is a method for determining varnish formation in mineral turbine oils. MPC (ASTM D7843) is the standardised procedure used for turbines, in which the lubricant is heated at 60 °C for 24 hours to mimic the turbine operation temperature and to redissolve varnish. After heating, the oil has to stand for 72 hours in the dark for varnish to re-precipitate.
After filtering through a 0.45 µm pore membrane, the colour intensity (ΔE) of the patch is measured. The higher the ΔE or MPC indication, the more varnish has been retained by the membrane patch. Consensus for turbine oil is that an MPC>30 is condemning, MPC>20 is alarming and an MPC<15 is within the safety zone.
RPVOT: The Rotating Pressurised Vessel Oxidation Test (ASTM D2272) is an oxidation simulator. Briefly, a sample of lubricant is pressurised at 190 psi under an oxygen atmosphere at 150 °C and rotated in the presence of a copper catalyst and water vapour.
The time curve of the vessel pressure is recorded. During the test, the lubricant tends to oxidise due to the high oxygen potential. In the first stages of the test, antioxidants are sacrificed to protect the base oil and therefore oxygen pressure remains steady. Once antioxidants are fully depleted, however, the bulk of the base oil oxidises and oxygen pressure drops.
To accommodate different oil types, we have learned that the RPVOT test should not be stopped after a 25.4 psi pressure drop, but instead be continued until the pressure drops by at least 90 psi.
RULER: Remaining Useful Life Evaluation Routine (ASTM D6971) is a voltammetric method for dosing antioxidants. Briefly, an oil sample (aliquot) is diluted in a vial, which extracts the antioxidants and decants the base oil. The sample is then probed under a potentiostat, with a linear increasing voltage applied.
Each antioxidant, depending on its nature, is oxidised at a specific potential and an amperometric peak arises. In oils with added aromatic amines and phenols, two peaks can be observed. The area under the curve for each peak is proportional to the antioxidant concentration.
The area of an in-service lubricant compared to that of its original formulation dictates each remaining antioxidant percentage in the in-service oil. An educated reading of the amperogram provides additional information on the health of the in-service oil. As the oil degrades, it is seen how the antioxidant peaks become shifted from their original potential.
Given that the method oxidises the antioxidant, the result is an accurate representation of the real remaining antioxidant potential. However, when the remaining antioxidants are very low and the peaks are shallow, it is possible to make errors in the antioxidant quantification, typically in excess.
To avoid falling into this analytical pit, it is possible to better estimate the remaining antioxidant % by extrapolation. This involves preparing and testing a few new and used oil refreshment samples to cover 0%, 20%, 40%, 60% and 100% oil refreshments.
In the case of a Gas Turbine using ISO VG 32 mineral lubricant with an R&O package and 43 000 operation hours, for example, RULER resulted in 28.3% remaining antioxidant, very close to the condemning limit. To better assess the RULER value, the extrapolation method was performed, with mixtures of new and used oil covering 0% to 100% refreshments. After thorough homogenisation, Figure 3(a) and 3(b) show the RULER outcome.
Given that the prepared samples are a mixture of new and used oil, the remaining antioxidant % must be linear. However, if we plot these results (Figure 3b), we can see how the in-service oil (0% refreshment) clearly falls out of the linear curve. Hence, the actual remaining antioxidant concentration in the in-service oil is 14,9% (y-intercept) and not 28,3% as would have been estimated by the traditional RULER method.
Through RULER analysis, it is also possible to check the synergy between antioxidant chemistries. Turbines usually operate using a mixture of phenol and amine antioxidants in the lubricant. Amines are reactive antioxidants which rapidly take free radicals, protecting the base oils by terminating chain reactions, which would degrade the base oil. Hindered phenols are slower reactants but they have the potential to regenerate the oxidised amines and become stable free radicals themselves (see the full technical bulletin paper for more detail).
Estimating lubricant refreshment
In order to build a model for lubricant refreshment for turbines, one must assess the different scenarios that exist between the actual condition of the turbine and a hypothetical situation resulting in a full lubricant change.
WearCheck’s Technical Bulletin 81 presents the details of such a study based on a gas turbine that is lubricated with a Group I – ISO VG 32 oil with aminic antioxidants. The lubricant has been in service for 43 000 hours.
Refreshment strategies
There are several strategies for maintaining high doses of antioxidants and oxidation condition within reliability parameters. The first line in keeping the antioxidants high is regular lubricant top-up, which refreshes up to about 5% of the lubricant per year, adding some fresh antioxidants into the system, but not usually enough to satisfy the total oxidation rate in a turbine. So, an additional strategy must be applied.
There are two possible paths to follow: either bleed and feed or antioxidant replenishment. Bleed and feed is the conservative option. This option is expensive from an economical perspective, because when bleeding oil from the turbine, unless the oxidation has gone too far, the base oil molecules are usually not oxidised (Livingstone, 2014). Only the antioxidants (1%) typically need refreshment, while 99% of the base oil is wasted. However, performing bleed and feed is the safest procedure for refreshing lubricant and is a fast operation. Depending on the turbine and on the required refreshment %, bleed and feed can be done without stopping operations and with minimal down time.
The second possible strategy is additive replenishment. In this strategy, an antioxidant concentrate is slowly fed to the turbine oil with minimal in-service oil bleed. In this way, the base oil is conserved, and antioxidants are re-dosed to a desired level. This strategy must be carried out by an experienced formulator who has an intimate knowledge of the chemistry of the base oil and the antioxidants in the system, along with the chemistry of the deposits formed in this system.
Additive chemistries interact, and this interaction can either be synergistic or antagonistic. Synergy accounts for the regeneration of aminic front-line antioxidants by fresh phenolic antioxidants. On the other hand, when turbine oil forms varnish, these are heavily composed of both fresh and oxidised antioxidants. When reformulating in-service oil, it is of utmost importance that formulation-derived deposits are not formed. One major issue is that when adding antioxidants to an in-service oil, the total antioxidant concentration, dead or alive, rises and, without keen knowledge of the system, this may easily result in antioxidant precipitation or undesired reactions between antioxidant species taking place inside the turbine to form varnish.
To achieve high reliability, the compatibility and performance of both the concentrate and the reformulated oil must be extensively tested in a laboratory. Testing must include characterisation of the resulting physical properties, functional properties such as foaming, air release, demulsibility and prognostics on the ageing and resulting oxidation condition of the reformulation.
Lastly, tests defying deposit formation must be passed. Once the chemistry of the additive replenishment is adequately tested, the in-plant execution must be carefully driven by recognised technicians. This accounts for assuring adequate mixing of the fluids, avoiding precipitation, and having a contingency plan if deposit formation should arise.
In conclusion, additive replenishment is the best option from the economical perspective. From the technical perspective, excellent results can be achieved, and successful projects have multiplied many in-service periods of turbine oils.