SMC product manager, Brian Abbott, talks about the role of SMC’s intrinsically safe ATEX product range in raising safety standards and meeting conformity requirements in mining, petrochemical and other at-risk environments.
Click to download and read pdf
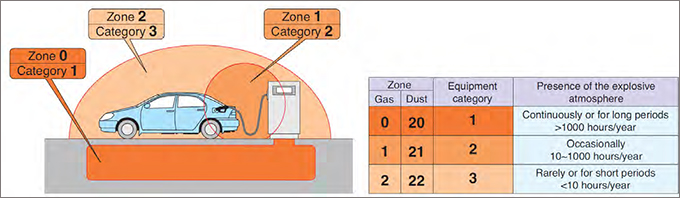
The ATEX directive defines categories of equipment and protective systems, which can be used in the corresponding safety critical zones as per the following table. SMC can supply an increasing range of ATEX compliant product ranges.
In today’s industrial landscape, the importance of safety and efficiency cannot be overstated. This is particularly true in environments where explosive atmospheres are a risk, such as chemical plants, oil refineries, and food processing facilities. “At SMC Corporation South Africa, we recognize the critical need for advanced safety measures and have responded by offering a robust range of ATEX-certified products designed to meet the stringent demands of these high-risk industries,” says Brian Abbott of SMC South Africa.
ATEX, short for ‘Atmosphères Explosibles’ is a certification that ensures equipment and protective systems are safe to use in atmospheres that could ignite and/or explode due to an electrical discharge or spark. The directive encompasses not just the risk of explosion due to the presence of flammable gases, vapours, mists or dust, but also ensures that products are built to the highest standards of safety and reliability. “SMC’s ATEX-certified products reflect our commitment to these standards, offering peace of mind to those of our customers working in hazardous environments,” Abbott adds.
Innovations in safety and performance
“At SMC, our ATEX intrinsically safe product line includes a wide range of components such as solenoid valves, actuators, and air preparation equipment, all engineered to perform safely and efficiently under extreme conditions. Our experts have harnessed cutting-edge technology and materials to create solutions that not only meet but exceed industry requirements,” he continues. SMC’s pneumatic actuators and cylinders and its air actuated valves are ATEX compliant, as long as they are air operated and not electrically driven using solenoids. “These can all be supplied by the relevant Declaration of Conformity (DoC). But solenoid valves, electrical positioners and actuators, as well as having a DoC, must also be verified by a local authorised and independent authority,” he notes, adding that this is also true of all electrically connected switching devices.
In South Africa, SMC can now offer series 52-SY5000/7000/9000 5-port solenoid valves and the 52-IP8001 and 52-IP8101 series of smart positioners into critical safety areas requiring full ATEC DoC and local verification. In addition, we can supply a wide range of switches, rotary actuators and regulators, depending on the system needs,
Key features of SMC’s ATEX products include:
- Enhanced Durability: Built to withstand harsh environments: SMC’s ATEX-certified products are designed with robust materials that offer long-lasting performance and reliability.
- Superior Safety: Safety is paramount. Each product undergoes rigorous testing to ensure it can safely operate in explosive atmospheres, minimising the risk of ignition to near zero.
- High Efficiency: Products are engineered to optimise performance, reducing energy consumption and operational costs while maintaining the highest safety standards.
- Versatility: SMC’s ATEX products are suitable for a wide range of applications, from chemical processing and petrochemical plants to food and beverage manufacturing, providing flexible solutions tailored to specific industry needs.
“Understanding the unique challenges faced by industries operating in hazardous environments is crucial. At SMC, our team of experts works closely with clients to provide tailored solutions that address their specific safety concerns and operational requirements. We offer comprehensive support, from product selection and installation to maintenance and troubleshooting, ensuring our customers achieve maximum efficiency and safety.
Choosing SMC means partnering with a leader in pneumatic technology and industrial automation. Our ATEX-certified products are not just components; they are integral to building safer, more efficient industrial environments. By integrating these advanced solutions, businesses can significantly reduce the risk of accidents, ensure compliance with international safety standards, and improve overall operational efficiency. In conclusion, SMC Corporation South Africa is dedicated to leading the charge in providing innovative, safe, and efficient ATEX-certified products. “As industries continue to evolve, our commitment to safety and excellence remains unwavering. We invite you to explore our range of ATEX solutions and join us in creating safer workplaces across the globe.
“Together, we can make industrial environments safer and more efficient,” Abbott concludes.