Click to download and read pdf
A Lincoln Electric Innovation
HyperFill™ is a patent-pending twin-wire gas metal arc welding (GMAW) solution that is set to revolutionised high deposition welding. Developed for semi-automatic or robotic applications, HyperFill increases the usable deposition rate compared to traditional single-wire GMAW while delivering excellent penetration profiles, weld quality and puddle stability.
Due to its innovative twin-wire design, HyperFill is able to utilise two smaller diameter wires to produce a larger weld droplet and arc cone. In addition, this generates a large weld puddle that is easy to manage and control, allowing operators to increase deposition rates by an average of 50% over traditional single-wire processes.
The innovative design of HyperFill also redefines the use of multi-wire GMAW. Unlike traditional multi-wire processes, which typically require dual power sources or dual contact tips, HyperFill uses a single power source, wire feeder, welding torch, liner and contact tip. This allows operations to improve weld deposition without the burden of a complex system set-up, allowing for maximum productivity with minimal implementation costs.
In the European welding industry, GMAW using single solid wires is the most popular welding process. More than 300 000 t of solid wire were used in the European Union in 2017 and roughly 80% of these were 1,20 mm in diameter. Of this total, welding using this semi-automatic process is estimated to account for around 65% of GMAW use, while the remaining 35% of the total was used for fully automatic and robotic welding.
To increase deposition rates and, therefore, productivity, multi-wire solutions have been introduced for automatic application such as the Tandem process, but such processes are unsuitable for use by a welder in semi-automatic mode.
HyperFillTM is a multi-wire pulsed gas metal arc (GMAW-P) solution that uses two electrically conductive wires, but unlike Tandem, needs only a single power source connected to a single welding gun, so it can be used for both semi-automatic and automatic/robotic applications.
While delivering high deposition rates at higher parameter settings, the process remains easy for a welder to manage and manipulate due to a wider arc, a larger and wider molten puddle and easy system set-up.
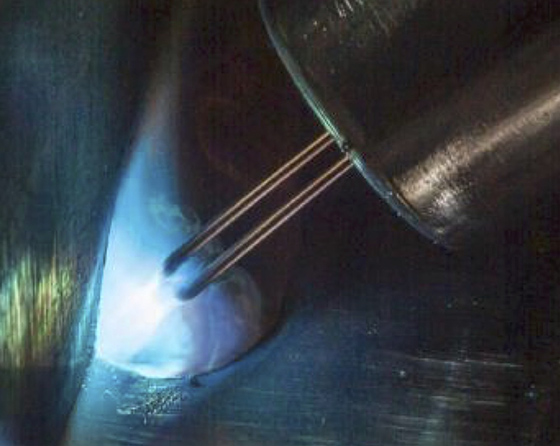
Using two wires with smaller diameters enables higher deposition rates than a single thicker wire. Between the two wires, a ‘liquid bridge’ is created which, thanks to the process-specific waveform generated by Lincoln Electric’s Powerwave power source, results in a one large molten droplet that is propelled through the welding arc into the weld pool.
The larger droplet also spreads the arc cone, leading to a larger diameter puddle. This, together with the larger droplet, makes for much easier puddle control by the welder. This is due to a more ideal ratio between the arc cone diameter at the workpiece and the puddle diameter. The ideal ratio between these diameters is 1:1. With single wire processes, this ratio is typically smaller and decreases as the deposition rate increases. This makes controlling the weld pool more difficult, with consequences for weld bead positioning, penetration and quality. The process feels uncomfortable because part of the puddle is in front of the welding arc, making it impossible to use the arc to manipulate its position. Also, welders constantly have to watch the top and bottom edges and the position of the arc cone to ensure good edge wetting, since the arc energy is focused predominantly in a centre of puddle.
Lincoln Electric’s HyperFill process with its liquid bridge, larger droplet and wider arc cone mitigates against these effects. The wider arc makes it easier to maintain control and manipulate a larger puddle and has a positive effect on the penetration profiles. HyperFill produces a larger and more robust root penetration profile. At the same amperage but lower voltage, puddle fluidity on the top edges is reduced and less arc pressure from the larger arc-cone reduces the needle-like penetration profile associated with single wire GMAW.
In summary, HyperFill results in:
- Higher deposition rates than single wire GMAW. While achievable increases depend on the specific application, deposition improvements of up to 50% on semi-automatic and 80% on robotic application, are realisable.
- Significantly reduced heat reflection to the welder’s hand.
- Easier control of the molten puddle, which makes the welder’s job more comfortable. Increases in arc-on time from 25% to 30% have been noted, which can typically reduce total welding costs by 10%.
- Low-frequency pulsing reduces annoying and unpleasant noise.
- Visibly less fume is generated.
- More robust root penetration profiles and bead shapes are produced.
In spite of the higher deposition rates, there are no resulting negative issues in terms of mechanical properties.
Lincoln Electric is the world leader in the design, development and manufacture of arc welding products, robotic arc welding systems, plasma and oxyfuel cutting equipment, and has a leading global position in the brazing and soldering alloys market.