African Fusion visits South African automotive component manufacturer, Malben Engineering, takes a tour of the facility, and speaks to Quinten Ballot, Head of Maintenance; Matthew Boodram, Welding Quality Lead; and Cheslyn Reid, Metrology and Welding Quality Systems Head, about the integral role of process control and inspection in ensuring consistent quality in safety-critical welded components.
Click to download and read pdf
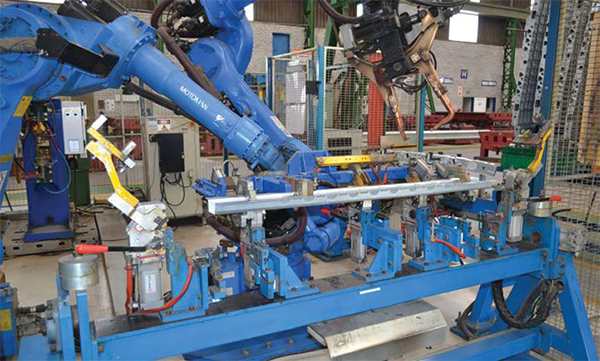
The multi-robot assembling station for a safety-critical chassis cross member in Malben Engineering’s Plant 2 facility.
Founded in 1974 by Amerigo Smargiasso and five other partners to manufacture tooling and pressed metal parts for the automotive industry, Malben Engineering has continued to invest and grow throughout its 50-year history. The company has recently opened Plant 2, a new state-of-the-art Tier 1 component manufacturing facility at its Nigel premises in Gauteng, for pressings and high-level welded assemblies.
The backbone of Malben Engineering’s operation remains metal pressing. Five new Yadon stamping presses have been installed in the new plant: two 630 t and one 800 t progressive presses, as well as two fully automated presses with integrated transfer systems from Siemens Automation, rated at 1 250 and 1 600 t of stamping force, respectively. The presses are an important component in the welding process.
“The consistency of metal pressings is crucial to downstream processes like welding,” says Quinten Ballot. “Automotive original equipment manufacturers (OEMs) assemble using robots. As such, they cannot accept components that vary from their tight specification, as that would affect their fitment and welding processes,” he explains.
Given this complexity, pressings used in the welding processes are placed in a part-specific checking fixture every 15 minutes, to ensure consistency is maintained and that the fixtures can be repeatedly used in the downstream welding process. For tracking dimensional accuracy of products off the presses, the company has equipped its metrology laboratory with CNC-controlled profile measurement systems, as well as a 3D blue light laser point cloud scanner that delivers rapid, accurate measurement data.
“We place a lot of emphasis on stabilising pressings, focusing on variation reduction and repeatability. We track all material variances – including mechanical properties – to drive press set-ups and ensure repeatability,” adds Cheslyn Reid.
Welded assembly
Malben has been welding components for the automotive and other industrial sectors since its inception 50 years ago. However, for the past three years, the company has been proactively improving its welding and assembled product quality with the aim of becoming a market leader in the Tier 1 automotive sector.
“The Plant 2 development was largely driven by the need to meet the specifications of the automotive OEMs in South Africa, which are manufacturing for global markets,” Reid continues, adding that Malben Engineering has established meticulous standards for data collection, with a laser-sharp attention to detail around every assembly process.
“This is what differentiates us from our competitors. We have invested in statistical data control – often referred to as ‘statistical process control’ or ‘SPC’ – from start and end points of every production process. This is to ensure that each completed part fully meets the safety and dimensional accuracy standards required,” he says.
The advantage of Malben’s automation and attention to detail is predictability and consistency, which go hand-in-hand: “In our sector, we are doing production welding for mass production runs. So our welds must be he same, every time,” says Reid.
The company is compliant with welding standards, including being one of the first in South Africa to achieve the CQI 15 quality standard. Malben is also one of the first Tier 1 suppliers to be awarded an A-rating and green status in quality, by maintaining a zero margin for defects and a rejection rate of zero parts per million (ppm).
Malben’s chassis cross-member assembly station
Downstream of the Yadon metal presses in Malben’s Plant 2 facility is a multi-robot assembling station for a safety-critical chassis cross-member. “This assembly station has two spot welding robots, a handling robot, a projection welding robot and a sealing station,” explains Quinten Ballot. “It is an excellent example of our fully automated fail-safe approach,” he says.
The handling robot picks up a cross member pressing from its loading station, which initiates the cycle. The robot then swings around to the projection welder and lines up one of the holes. Using ceramic pins to centre the part, a nut feeder automatically loads a nut into position before actuating the projection welder. All of this happens within seconds and without any human intervention.
“Only if the sensor detects an in-place nut will it allow the robot to move on to offer up another hole for placing and welding a nut,” he notes. This ‘place-weld-check’ routine is repeated until all four nuts are successfully welded into place.
“From there, the same robot turns the part by 180° and carries the assembly to a sealing station, where the sealer is applied in the required quantity and position by a sealant applicator. The part is then placed into one of two spot welding jigs on the opposite side of the cell, first ensuring that the previous cross member has been removed,” Ballot explains.
The part is properly clamped, which is checked as part of the fail-safe process, and four more sensors in the fixture ensure that the nuts are all in place. Finally, a further 28 spot welds are welded in sequence by the robot to secure the brackets and to ensure the final assembly is ready to ship to the customer.
To guarantee the strength of these spot welds, the tip of the spot welding gun is redressed after every fifth cycle. “The tips of a spot welding gun are copper, and they need to transfer a high current pulse through the steel of the pressing to heat and fuse the material between the points of contact. These tips typically have a welding surface of approximately 5.0 mm in diameter to conduct the current and deliver the necessary weld nugget size. They soften and flatten with use, however, enlarging the contact surface, which drops the resistance and reduces the heating effect.
So, to retain the consistency we need in terms of weld strength, the system is programmed to take the spot welding gun to a tip dresser every five or so cycles to clean and flatten the contact surfaces back to the 5.0 mm diameter,” Quinten Ballot tells AF.
A camera scans the dressed tip to ensure the correct size has been achieved, and the process cycle begins from scratch. The entire process – from the tip dressing frequency to the welding parameters – is verified at the start of the project, with Designs of Experiments (DOE) to validate the settings. DOEs are conducted at various intervals as processes are improved and streamlined.
Cheslyn Reid adds that Malben Engineering is currently able to successfully produce 750 000 projection welds and 1.7-million spot welds every month: “And that is based on a one-and-a-half shift pattern, so we still have spare capacity.”
Weld testing and SPC
‘The data will set you free’ is the mantra that drives Malben Engineering’s data-driven approach, which helps to ensure that the company’s quality standards are met. Typically, the Malben standard is 10 to 20 % higher than the OEMs’ suggested standard. The centre for collecting this data is the weld-testing laboratory.
“We collect multiple samples from our production lines every day to test and measure, and all the data we collect is recorded in our SPC system for tracking and quality assurance records,” says Matthew Boodram, Quality Lead of Malben Engineering’s welding and testing laboratory.
For testing the strength of resistance spot welds, Malben uses a destructive peel test. This sees the weld separated using a pneumatic chisel. “We use a vernier to measure the true minimum size of the fused nugget, which is uploaded into the SPC system,” he says.
One of the more complex assemblies that Malben Engineering manufactures is the safety-critical back panel for securing a vehicle’s rear seatbelts. These are robotically welded using advanced variable pulse MIG welding technology. “We have developed a bracket pull test for this component, which has to withstand 6.0 kN of force. Furthermore, as with all MIG welds, we routinely test cross-section welds at a predetermined frequency to ensure the integrity of the weld. For this, we prepare weld sections from the sample, which we polish and etch to enable us to take accurate measurements under a microscope of the fusion area and leg length. This also allows us to identify any deformities such as porosity, cracks or undercuts. Additionally, we can access the gap condition, which gives us a sense of how good the fit-up was during welding,” he says.
“Tracking this data using run charts on a daily basis enables us to react very quickly to changes. This is key to Malben’s success,” says Boodram.
Cheslyn Reid agrees: “At Malben Engineering, we consistently deliver top-quality welded components and complex assemblies. This gives us a key competitive advantage in the global automotive space, which we will continue to leverage moving forward,” he concludes.