ESAB South Africa is launching a new and comprehensive automation range into South Africa this year, starting with the company’s new COBOT solution, while also including dedicated solutions for bore cladding with a continuously rotating torch (CRT), a tank welder for jack-up tank construction, and several welding tractors for butt, fillet, rail and double-sided stiffener welding.
Click to download and read pdf
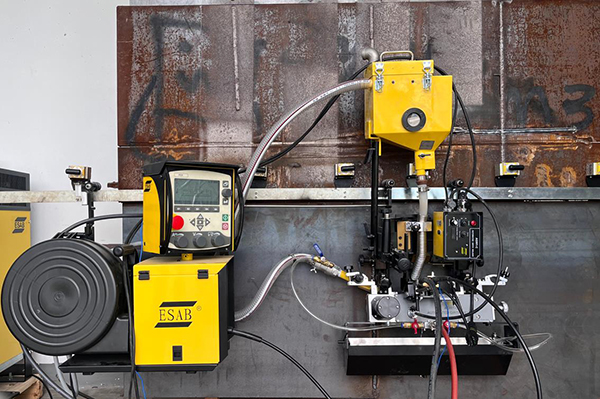
ESAB AGW1 series of tank welders is the best yet for 2G welding construction in jack-up fuel tank construction.
Welding automation, according to Jannie Bronkhorst, Technical Director for ESAB SA, enables fabricators to bridge the skills gap, increase productivity, and deliver consistent, high-quality welds. “We offer a diverse portfolio ranging from easy-to-program collaborative robots (cobots) for high-mix, low-volume work, to heavy-duty automated solutions, including submerged arc welding (SAW) tractors and custom-built column and boom systems,” he tells African Fusion.
He says the cost of adopting automation solutions has been falling for several years, driven by developments such as collaborative robots (cobots) and by enterprises of all sizes seeking to stay competitive in an increasingly demanding market.
ESAB’s new UR10e COBOT
ESAB UR10e COBOT is a fully self-contained, small-footprint and mobile robotic MIG/MAG welding system designed to help fabricators increase production volumes and quality without additional people. “These COBOTs are made for welders, not programmers,” Bronkhorst assures.
Intuitive app-based software enables the welder to choose the weld type in the app on a phone or tablet before moving the cobot arm to key start and end points around the weld. Then, welding can start. “Rather than replacing them, this cobot empowers skilled welders to take advantage of the automatic manipulation a robot can deliver,” he adds.
There is no need to swap skilled welders for skilled programmers. Powered by the Beacon app from Hirebotics, the ESAB COBOT uses familiar technology and terminology, enabling welding experts to quickly and productively deploy automation to achieve high-quality results.
The fully integrated multifunctional welding system includes a UR10e robot arm, a microcontroller cabinet, a colour teach pendant, an ESAB Aristo 500iX power source with the Aristo RoboFeed3804W wire feeder, and a TBI RM 82W-22° water-cooled welding torch. A worktable surface with workpiece fixing brackets is also included.
“Cobot automation systems are designed to be allocated and used by a shop floor welder in the same way as a manual welding machine would be. But instead of weld speed and quality depending on the consistency of the welder’s arm, they become dependent solely on the welder’s teaching experience,” suggests Bronkhorst.
Bore cladding and CRT
On the fixed automation side, ESAB SA is introducing a hot-wire TIG-based column and boom cladding systems for high-integrity small-bore cladding of internal pipe surfaces. A key feature of this system is a continuous-rotating torch (CRT), which eliminates the need for a workpiece rotator.
Simple and complex internal bore shapes can be clad, with an arc voltage control (AVC) slide accurately maintaining the distance between the tungsten torch and the workpiece, regardless of the surface profile.
The system comes complete and ready to weld, with the column and boom mounted on a base plate, the CRT Head with a internal wire feeder, a 600 mm long torch lance suitable for access into internal bores above 50 mm (2-inches), the HMI interface for programming and process control, an ESAB Aristo 5000 iw welding system for powering the TIG arc, and an additional ESAB Rogue ES 200i for the delivery of hot wire into the TIG arc.
From a process control perspective, an in-built data logging system collects data from the system and transmits it to a wireless HMI/controller with a 10-inch multi-touch screen. Multi-page data displays and alarms can be accessed. In addition to the current, voltage and wire feed rates for each job, welding parameters such as weld deposition rate (kg/hr), layer thicknesses (mm), wire consumed (kg), and gas consumption (ℓ/m) are recorded and displayed.
“This new high-precision system is ideal for bore cladding in the exotic materials needed for chemical, oil and gas, and nuclear applications, where uncompromising precision and very high-quality are required,” says Jannie Bronkhorst.
Jack-up tank construction system
“Our new ESAB AGW1 series of tank welders is the best yet 2G welding construction system for jack-up fuel tank construction,” continues Bronkhorst.
This construction method is a well-established top-down erection method for large storage tanks, where the roof and top shell are assembled first at ground level. Hydraulic jacks then lift completed sections, allowing each consecutive section of the shell to be welded underneath. The method eliminates the need for cranes and welding at height, increasing safety, speed and efficiency.
The ESAB Tank welder is a lightweight, tractor-based SAW welding system designed specifically for circumferential welds on storage tanks under construction. The new system uses a flexible aluminium rail attached to the shell using magnets. For welding, ESAB LAF1001 or LAF631 power sources can be used with the ESAB PEK Process Controller.
A flux belt is used to hold the SAW welding flux, as in other girth welding processes. This can carry a 20 or 30 kg flux hopper, and a built-in flux recovery system is included. For optimal wire feeding in the 2G position, 1.6 or 2.0 mm wire is recommended.
Interconnection cables of up to 50 m are available, depending on customer requirements.
Key advantages include easy assembly and preparation for welding, with no need for any welded brackets for mounting the track; digital process control and monitoring from the PEK Digital Process Controller for enhancing welding performance and quality; smooth wire feeding from a 4-roll drive mechanism; and a very wide range of ESAB welding consumables is available for any specific welding application.
“Fuel tank construction is accelerating in South Africa due to our increased dependence on imported fuels, a worsening shortage of fuel storage capacity, ageing infrastructure and rising energy demand. Well-designed welding solutions such as the ESAB AGW1 tank welder can make the construction of these storage facilities far more cost, time and resource efficient,” Bronkhorst notes.
Application-specific tractor solutions
In addition, three other new tractor solutions are being introduced into the South African market to help fabricators meet their quality and productivity needs. Each of these is purpose-designed to meet common mechanisation needs on shop floors.
The first is ESAB’s new Fillet Welder, a small, lightweight tractor designed for vertical, horizontal, and overhead butt and fillet weld seams, which delivers precise control of travel speed, weaving speed, weaving angle, and dwell times.
This versatile autonomous welding tractor is designed for rail-free operation across flat, vertical and overhead positions. With a dual-motorised 4-wheel drive, it offers precise steering and optimal traction, even on curved or uneven surfaces. The system is powered by a lithium battery pack that can supply 10 hours of continuous operation, so no external power supply is required. Easy to operate, the tractor/carriage is driven by a guide wheel and attached to the work surface via magnetic adsorption.
The second new tractor, the ESAB automatic Rail Welder, RW1, is a multi-function rail welding system for flat and vertical welding of flat, horizontal, vertical and overhead butt joints, using MIG/MAG or FCAW processes. Also wireless and powered by lithium-ion batteries, the system is designed to be operated by a welder, offering adjustment of the travel angle and weld torch position during welding. Tracked using a magnetic guide wheel and an adsorption clutch handle, the ESAB RW1 system can be used on both flat and curved surfaces.
ESAB’s new HCD-500B Stiffener Welder, a double-sided fillet-welding tractor, is the third new mechanised solution being introduced by ESAB South Africa this year. Also rail-free, wireless, and battery-powered, this tractor can hold two welding torches to simultaneously place fillet welds on both sides of a stiffener strip. Configured to weld ribs up to 390 mm high, this system is ideal for manufacturing I-beams, T-beams, and reinforced ribs.
Underpinning all of the new mechanised solutions is ESAB’s Rustler EM 350C Pro Syn Pulse welding power source, a premium, full-featured modern welding machine. Equipped with the latest inverter technology, the Rustler MIG PRO combines low energy consumption with optimised welding performance in MMA and MIG/MAG/FCAW for all common base materials.
The machine includes welding programs for carbon steel, stainless steel, aluminium, brazing, and flux-cored wires, with the added benefit of synergic control, which saves setup time, promotes consistency, and helps less experienced welders produce optimal welds. “These new Rustlers have simple, intuitive controls and are ideal for small fabricators and welding fleets. This also makes them particularly well-suited for use with our extended mechanised tractor range. Rustler inverters are robust, reliable and energy-efficient, making them ideal for small fabricators and welding fleets, particularly those migrating towards automated or mechanised welding solutions,” says Jannie Bronkhorst.
“When it comes to welding automation, we at ESAB South Africa can offer best-fit solutions to meet almost any welding need, along with the support to ensure that our customers see the cost and quality benefits,” he concludes.