Energy and EnviroFiciency
A
ir Separation is a continuous process in which atmospheric
air, which is a mixture of gases, mainly Nitrogen, Oxygen and
Argon, is separated into these pure component gases. The
process is highly energy intensive and somewhat unique in that the
basic raw material, being air, carries no cost. For this reason electric-
ity, which is required to drive the process, is the true raw material,
and makes up a massive 75 - 80% of the operating costs. This places
enormous emphasis on energy efficiency in the design and operation
of such facilities.
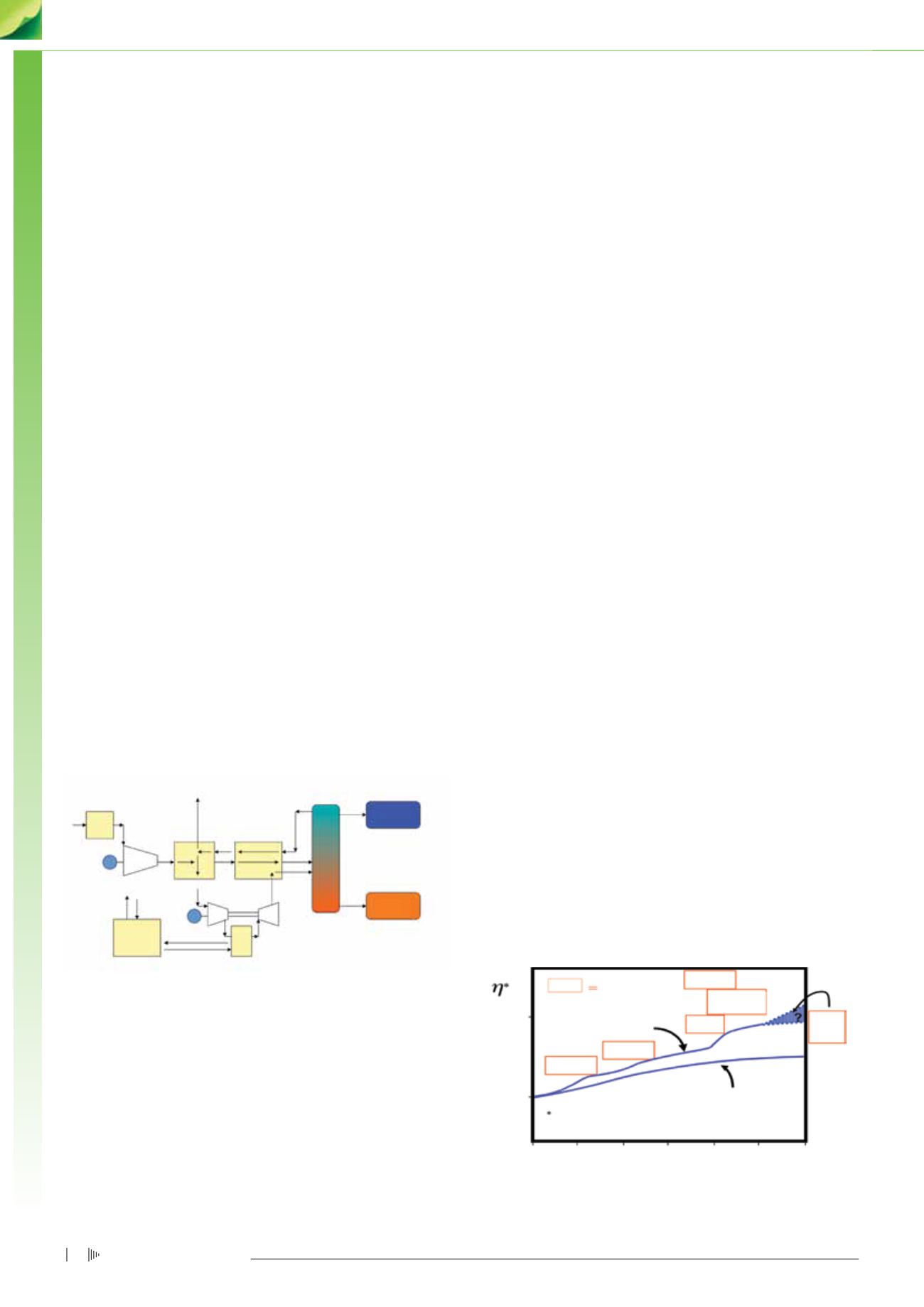
The basic process is depicted in Figure 1 and starts with air filtra-
tion and compression, followed by purification to remove moisture
and other impurities. The purified air is cooled to its liquefaction point
and separation into its component gases by fractional distillation. The
refrigeration for the process is typically achieved by a side-stream,
or recycle stream, which is boosted to a higher pressure, cooled and
expanded in one or more expansion turbine which provides the very
low temperatures required for the liquefaction of the air (-190
o
C).
Figure 1: Process Flow for a simple Liquid Oxygen/Nitrogen Producing Air
Separation Unit.
The primary energy consumers are the main air compressor, which
feeds air into the plant, and the booster or recycle compressor, which
provides the compression energy required for the refrigeration and
liquefaction cycle. In some cases it is possible to combine these du-
ties into a single compressor.
Air separation units or plants vary widely in both size and con-
figuration, and although some degree of standardisation is employed
around specific plant platforms, the majority of these plants are
customised and optimised to provide a specific product slate for a
specific market requirement.
Advances in air separation unit technology
Over the last 60 years ASU technology has benefited from a combina-
tion of gradual incremental advances inmachinery and control system
development, as well as a number of breakthroughs in fundamental
process design. Developments such as low thermal loss Temperature
Swing Adsorbtion (TSA) systems for air drying and purification have
improved basic plant efficiency. The most efficient TSA systems use
proprietary low waste heat designs which minimise the heat used
for regeneration of the desiccants and adsorbents. On larger plants
it becomes viable to employ waste heat recovery systems to provide
part of this regeneration duty. This would typically be achieved by
recovering the heat of compression from a process compressor.
Other advances include the application of high efficiency struc-
tured column packing rather than the conventional ‘trayed columns’.
This and other process enhancements such as high efficiency plate
fin heat exchangers, and down-flow re-boiler systems, have led
to lower overall pressure drop requirements and tighter approach
temperatures, and hence a reduction in the power required by the
compressors. The availability of advanced engineering tools such
as computational process simulation software, coupled with a well
developed in-house know-how and plant test data, has also enabled
the ASU process designer to achieve the highest possible levels of
process cycle optimisation. Simulation tools have proved exception-
ally useful in ASU design because of the integrated nature of the
process. The net effect of these advances is indicated by the upper
curve in Figure 2, which represents the gains in separation efficiency
between 1950 and 2010.
Figure 2: Advances in Separation Efficiency.
η
SEP = Separation Efficiency
ie the ratio of the theoretical work required to separate the gases to the
actual work required (Copyright: Air Products and Chemical Industries).
Coega air separation plant
State of the art energy efficiency technology
By R Richardson, Air Products
A state of the art air separation unit (ASU) was recently developed at the Coega Industrial Development Zone in the Eastern Cape. This article
discusses some of the technical advances and equipment selection considerations in developing such projects, with particular reference to
energy efficiency.
AIR
FILTER
M
M
WASTE N2
VENTED
AIR PURIFIER
MAIN HEAT
EXCHANGER
DISTILATION
LIQUID NITROGEN
STORAGE
LIQUID OXYGEN
STORAGE
TURBO
EXPANDER
Technology
Breakthrough
Down-flow
Reboilers
Packed
Columns
Recent
Advances
TSA Front
and Cleanup
Plaster/Fin
Exchangers
-35%
-25%
1950 1960 1970 1980 1990 2000 2010
Ongoing incremental improvement in
machinery, cycles and equipment design
Both breakthrough and
incremental improvements
Cycles &
Computational
Optimisation
COOLING
MAIN AIR
COMPRESSOR
BOOST/RECYCLE
COMPRESSOR
COOLING
WATER
SYSTEM
SEP
Electricity+Control
July ‘13
42


