

African Fusion talks to Elvis Green and Mark Ackerman of ND Engineering about their company’s comprehensive fabrication capability, which ranges from state-of-the art fabrications using modern and exotic alloys to cost-saving repairs of plant equipment for a multitude of industries.
Click to download and read pdf
 ND Engineering, according to the company’s GM, Mark Ackerman, is now operating out of a huge purpose-built facility with 10 000 m2 of under-roof fabrication space. “Back in 2018, we were extremely fortunate to find this property, which we developed and then built into a state-of-the-art workshop facility, customised to suit our fabrication needs. We have been here for close on five years and have already run out of space. So, we are in the process of developing the property next to our existing facility to build another, again customised to suit our expanding fabrication needs. Soon we will have two shops of almost the same size, which will enable us to separate carbon steel fabrication work completely from the stainless steels and the exotic alloy-based materials we are now routinely using,” he tells African Fusion.
ND Engineering, according to the company’s GM, Mark Ackerman, is now operating out of a huge purpose-built facility with 10 000 m2 of under-roof fabrication space. “Back in 2018, we were extremely fortunate to find this property, which we developed and then built into a state-of-the-art workshop facility, customised to suit our fabrication needs. We have been here for close on five years and have already run out of space. So, we are in the process of developing the property next to our existing facility to build another, again customised to suit our expanding fabrication needs. Soon we will have two shops of almost the same size, which will enable us to separate carbon steel fabrication work completely from the stainless steels and the exotic alloy-based materials we are now routinely using,” he tells African Fusion.
The new facility will be on the land currently being used as a lay down area for the large vessels and equipment going into Africa, as a staging area for loading the trucks that come into the property. “We now want to develop it into a workshop for CNC plasma coating and all carbon steel heat exchanger refurbishments,” Ackerman explains.
“Our heritage as world-class fabricator began in the mid-1970s in South Africa’s pulp and paper industry, where we pioneered the use of cold stretched 316 stainless steel vessels in SA. Later, SAF 2205 duplex stainless steel materials were used for their greater strength, allowing for thinner materials to be used in manufacturing pulp digesters. A typical vessel made of 316 with a shell thickness of 32 mm could be reduced to 24 mm by cold stretching, but by using duplex stainless, we were able to deliver vessels with wall thicknesses just 18 mm,” recalls Elvis Green, the company’s MD.
“We quickly developed a skills set in exotic materials, which enabled us to begin servicing a much wider range of industries: chemical and petrochemical industries, for example, where we are specialists in acid and leach applications, as well as the mining, power, petrochemical, sugar and fertiliser sectors. We have been blessed to have a good spread of work, locally and internationally, with several global suppliers using us to manufacture their OEM products. We even build equipment directly for some OEMs, which is exported back into Europe with CE markings,” Green adds.
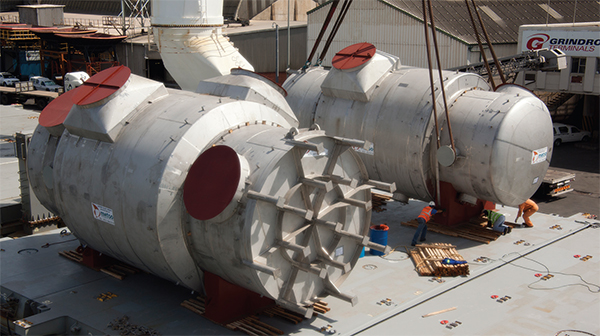
Ackerman says that ND Engineering has become particularly well-known for its heat exchangers, some of which are exceptionally large, while others operate in highly corrosive environments at the upper reached of material capabilities. These high-end systems/units are subjected to helium leak testing and undergo eddy-current testing of the tubing after installation and welding, which is now almost all done using fully automatic orbital welding with Polysoude tube-to-tube sheet welding machines,” he says, adding that some of the most exotic materials are routinely being welded with this equipment.
This capability has created a steady workflow for the company. “We have also explored and developed other opportunities, such as pioneering and development work on the extremely complex rotary distribution systems that manage the distribution of the process streams for ion-exchange processes that use resins.
For the mining industry, Ackerman cites the pioneering work the company has done on modern leaching autoclaves being constructed using newly developed alloys: “We have been working very closely with a couple of the mining houses to put fully alloyed autoclaves into areas where they have never been used before – and this is proving very successful!” he exclaims.
Leaching involves boiling crushed minerals to dissolve out the mineral products: in acid solutions at high temperatures and pressures. “Autoclaves are usually brick- or lead-lined, but with the mining houses we have managed to use alloys that can better resist the extremely corrosive conditions, replacing the need for lining with a more efficient and more environmentally friendly solution that results in less downtime for repairing linings, and a much longer life,” he explains.
Elvis Green adds: “We have seen our units running without any major maintenance for 12 to 15 years, while traditional lined units must typically be replaced every five years, and then only if they are properly maintained. This is a massive boon for the mining industry and we are proud to be a part of it.
“Over the years, we have extended our footprint to all corners of the globe. We are manufacturing systems for a global OEM with the only HRS (heat-recovery system) boiler technology in the world for sulphur/sulphur dioxide processing plants, for example, ” he says.
For the sugar industry, Ackerman cites work on some giant calandrias for UAE. “Most people don’t even know the region has a sugar industry, but we’ve done some novel work there.” A calandria is a vital part of sugar processing. The sugar juice is heated under pressure to evaporate off the moisture to a specific level. The pressure is then released, which causes the sugar to crystalise. “The largest units we are manufacturing will soon be shipped out of this facility and, once installed, will be the largest calandrias in the world,” says Ackerman.
On the material side, he says they were manufactured from electropolished 316 stainless steel for the tubes, while the tube sheets were polished by hand. “We have also done a few of these calandrias in duplex stainless steel for the local sugar industry.
“The autoclaves involve mostly super duplexes, with the latest ones being manufactured in modified super duplexes with specific alloying elements added to impart resistance to issues such as pitting corrosion. And we have considerable experience with the LR 800 HTs; C276s, Alloy 20, Alloy 31 and B2s, which are pure alloys with combinations of alloying elements for enhanced performance in specific applications, typically for some of the acid coolers and autoclaves.
“We also manufactured a first-of-its-kind heat exchanger vessel for the mining industry that required the tube-sheet to be made from titanium explosion-bonded onto SAF 2507 super duplex stainless steel, so the product would be in contact with titanium on one side of the tube sheet, while the cooling circuit on the opposite side would be in contact with super duplex.
“In addition, for acid manufacturing plants, we are involved in manufacturing ducting that is subjected to extremely high corrosive levels, particularly during startup and shutdown periods. Alloys such as Alloy 20, Alloy 800 HT and C276 are used for the ducting. These are used in high temperature corrosive environments where the equipment surfaces see high temperature acids in both wet and vapour form,” Ackerman explains.
On the welding side, he says ND Engineering is exploring handheld laser welding as a substitute for TIG welding. “But we are in the early stages. We are trialling the process to see how and where it can be best adopted. Our key automation focus is on the orbital side,” he affirms, adding that the very latest Polysoude technology with AVC (automatic voltage control) is being used. “We now have over 120 different orbital welding procedures to draw on, for welding tube sizes from 12 mm right up to 50.8 mm in a variety of different materials.”
On the manual welding side, he says ND Engineering is big user of flux-cored wires, having been an early adopter of flux-cored welding for duplex materials. “But our welders have skills and knowledge in every process, from submerged-arc and flux-cored all the way down to the different types of line welders running pulsed TIG, STT using Lincoln Electric’s surface tension transfer process, and pulsed MIG.
“We have a family of about 29 permanent welders at this facility with a further 10 available to us for site work. We are also strong on the training side. We always have a minimum 10 welders going through apprenticeship training, which we do in house and which stands us in good stead because we have developed a solid pool of experienced artisan welders who can now help with supervision and mentoring of new trainees,” says Green.
“It is important to note that we can accommodate the full spectrum of fabrication work, from the simplest repair to the most complicated heat exchanger. We will never turn work away because it is too simple,” Elvis Green assures. “We repair anything from spiral heat exchangers all the way down to oil coolers, and we are currently manufacturing 3 000 bubble caps for ion exchange resin columns in Australia.
“We have world-class credentials, but we are 100% service driven, so we are willing to help out on any fabrication issue, no matter how small or how big. We strive to be a reliable company partner that anyone can depend on for support and end product quality,” Green concludes.






