

Africa Fusion talks to members of Air Liquide’s Welding and Cutting team about the effects of welding fumes, the influence of shielding gas and welding process choices, safety knowledge and practices leading to quality welding results.
Click to download and read pdf
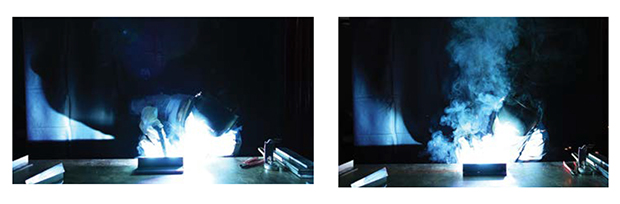
A comparison of the fume generated while welding with Air Liquide’s ARCALTM 14 (left) and ARCALTM Force (right).
Within Air Liquide, there is a network of Welding and Cutting experts collaborating on topics that impact welding industry applications and technologies. The teams cooperate to resolve pressing and technical issues in their respective markets and on a global scale in the domains of welding and cutting, including welding fumes, safety and weld quality, among others. In Africa, and particularly in South Africa, the risks associated with welding fumes are not generally prioritised by welders and welding coordination teams due to factors such as insufficient knowledge on the topic and a lack of resources.
There are common misconceptions about safeguarding risks in the absence of PPE, such as drinking milk after a shift to flush the inhaled particulates. There are also fears of the harm that can result from prolonged exposure, including infertility resulting from inhaling fumes generated from welding. These observations have created a sense of urgency to educate welders on the correct mitigation of welding fumes, especially in emerging markets. “Indeed, the risks are not being sufficiently highlighted and understood, particularly by the people at the end of welding torches, that is, the welders themselves,” confirms Mwali Kawawa, Air Liquide’s Business Developer based in South Africa.
The International Agency for Research on Cancer (IARC) has classified welding fumes as carcinogenic[1], bringing to focus the urgency to find ways to mitigate against risks associated with welding fumes and choosing the right behaviours to keep welders as safe as possible. “Simply put, lower fume generation reduces risks, making welding a safer, more ergonomic and a less stressful occupation for welders,” Mwali elaborates before handing over to Ehsan Khan, Air Liquide’s Welding and Cutting Expert based in India, to explain further.
“A well-designed exhaust system is paramount to avoid welder exposure to fumes. Shielding gases do not generate welding fumes, but a good choice of gas can contribute to decreased fume emissions by stabilising the process,” explains Khan.
Fume risks and shielding gas
Highlighting the fume exposure risk, Khan describes the typical breathing capacity or tidal volume of a person as, on average, ½ litre of air per breath. At a breathing rate of 16 breaths per minute this equates to 8 litres of air every minute. “If you work shifts of eight hours for 250 days a year, you are breathing 2 000 m3 of potentially contaminated air every year,” he says [2].
While the particle concentration in the welding fume is approximately 5,0 mg/m3, in this case the exposure to solid particles would be 10 000 mg or 10 g per year. “When the base metal is clean, approximately 90% of the fumes are generated by filler metal only. It is, therefore, very important to ensure that the welder’s environment is controlled and designed to have minimum fume generation,” Khan points out.
The welding fumes that form as the by-products of all arc-welding processes consist of solid particles. Their formation cannot be avoided, but their emission rate can be reduced by optimising the welding process parameters and the correct selection of consumables.
Michael Schmitz, Air Liquide’s Application Engineer based in Germany, goes on to describe the mechanism of particle formation: “The high temperature of the arc first results in the formation of metallic vapours. As these move away from the arc the vapours react with oxygen in the environment as it cools and gets condensed to form oxide particles,” he says, adding that the elemental content of a specific metal in the fume will depend on the boiling point of the constituents in the filler wire and base metal.
For mild steel welding, the main compounds found in welding fumes include spinel oxides (Fe3-xMxO4, where M=Ca, Ti, Ni, Mn, Cr, Cu, etc); amorphous silicates (SiO2); and, when welding using consumables with basic fluxes, fluoride compounds.
Stainless steel welding fumes consist of all the fume compounds associated with mild steels, with the added danger of hexavalent chromium (VI), a carcinogen: Cr (VI) is potentially present in stainless steel welding fumes depending on the consumable. While fumes from aluminium alloys can contain alumina (Al2O3), amorphous silicates and Al-Mg alloys (MgAl2O4).
Schmitz describes two broad size ranges for these particles. The larger aggregates, of a few hundred microns, can be filtered out if breathing through the nose or if the welder is using a face mask. The main issue is with the ‘respirable dust’, which can be classified in two categories as follows:
- Respirable fraction below 10 microns.
- Ultrafine particles below 0.1 microns)
GMAW welding trials to minimise fume production
Laboratory tests were conducted according to the ISO 15011-1 standard to compare fume emission rates for different gas metal arc welding processes of mild steel options under laboratory conditions. Schmitz says that parameters were set for each GMAW metal transfer mode – short-arc, globular, and spray – with the wire feed speed left unchanged when changing between the four chosen shielding gases. For each trial, the fume emission rate (FER) was measured in mg/s per unit (g/kg) of weld metal deposited.
“Results suggested that the fume emission rate (FER) is significantly affected by the metal transfer mode used. It increases with the wire feed rate for conventional metal transfer, but the pulsed welding mode with cleaner metal transfer reduces the FER, while in globular metal transfer mode, the FER is much higher per unit of metal deposited,” he notes.
In terms of the influence of the shielding gas choice, the FER increases with the CO2 percentage in the gas. While a little CO2 is needed to ensure arc stability, increasing the CO2 percentage leads to an increase of the oxidation energy, which can lead to more fume formation, he explains. The comparison between globular transfer and pulsed transfer welding is notable, where for the same deposition rate, pulsed mode results in a much lower FER. “The lower heat input of pulsed mode with one droplet detached for each pulse delivers a cleaner weld with very low spatter levels and far lower fume emissions” Schmitz notes.
“A GMAW welder using pure CO2 as the shielding gas experiences more instability, more spatter and a hotter weld pool, all of which, as the studies show, result in higher levels of metallic particles and oxides in the fume,” continues Khan.
“Using pure CO2, the fume generation rate was found to be 0.74 g/min of welding. When it was measured using the ARCALTM Speed shielding gas, the generation rate was reduced to 0.19 g/min – a 74% reduction, simply by changing the shielding gas mixture,” says Khan.
Furthermore, Air Liquide offers an optimised shielding gas mixture for GMAW welding of steels that would meet the weld quality and fusion standards required while producing minimal quantity of welding fume. “ARCALTM 14, is a three part gas mixture that has less CO2 content and aids in improving the fluidity of the weld pool. ARCALTM14 delivers a stable welding arc and a further reduction in the FER,” Ehsan Khan tells African Fusion.
Safety first
Ever present risks of fume inhalation include lung and throat irritations that can quickly lead to infections such as asthma, pneumonia and other respiratory diseases. However, medical studies have also reported an increase in the cancer risk for welders.
Precautions need to be taken to minimise fume emissions as much as possible. To protect welders, the people in their surroundings and to fulfil national regulations, well designed extraction systems are required. “A careful selection of the welding process, materials to be welded and shielding gas can help to minimise the emission of welding fumes and improve safety,” notes Kawawa.
In summary, Kawawa notes the four ways in which the risk of welding fume can be substantially reduced:
- Training and awareness are at the starting point. Welders must be conscious of the serious health risks associated with the welding fumes.
- Attention to the welding process choices and parameters that deliver the best welding stability and lowest spatter and fume emissions levels will also help.
- In order to comply with local regulations, the use of appropriate fume extraction, respiration equipment and welder’s protective equipment should always be considered.
- And finally, the choice of shielding gas matters.
“At Air Liquide South Africa, we are here to help. From a welding perspective, the gas choice is our first priority. In addition, we are happy to help fabricators to optimise any aspect of their process so as to minimise the fume risk to welders,” Mwali Kawawa concludes.






