

Having been awarded the seat-manufacturing contract for the next-generation VW Polo, Adient Pasdec is investing in a significant upgrade to its manufacturing facility in Port Elizabeth.
 Adient Pasdec, the seat manufacturing business of CRH Africa Automotive (CRH), was formed following the acquisition earlier this year of Linde and Wiemann’s seat assembly business in Port Elizabeth.
Adient Pasdec, the seat manufacturing business of CRH Africa Automotive (CRH), was formed following the acquisition earlier this year of Linde and Wiemann’s seat assembly business in Port Elizabeth.
This facility currently manufactures and assembles a range of seats for local manufacturers: 280 to 325 rear bench seats per day for the Ford T6 Ranger; 120 Nissan DM22 bench seats per day; and VW Polo Vivo (P240) and Polo (P250) front and 60/40 real split seats, for which it manufactures between 280 to 325 per day.
In addition, at its Wynberg facility in Gauteng, CRH Africa makes the BMW IBK2 seats – “and we are also preparing for the new X3, which is expected during 2018”.
The current modernisation of the 20-year old factory in Port Elizabeth is in preparation for the August/September 2017 start of production (SOP) of the new VW Polo P270. “Since being awarded this contract, we have been on a mission to upgrade our production facilities and to raise quality and productivity levels to international standards, with the latest in Yaskawa Motoman robotic manufacturing cells,” Rudman says.
CRH Africa, according to Rudman, operates various centres of excellence for automotive manufacturing. “Out of our pressings factory in Korsten, Port Elizabeth, we produce two million metal pressings per month, which are used by a host of South African second and third tier automotive component manufacturers. In our Deal Party facility we manufacture mild and stainless steel fine blanks, for catalytic converter flanges, for example; and for seats, we are busy establishing the Adient Pasdec name as a local centre of excellence,” he explains.
VW’s Uitenhage production facility is currently undergoing a R4.5-billion upgrade in preparation for the start of production of the next-generation VW Polo (P270) supermini, which is due in showrooms during the second half of 2017. South Africa is one of two production facilities in the world that will be making this vehicle, the other being in Spain. Published investments in the VW’s Uitenhage plant include: R3-billion for production and quality control equipment; R1.5-billion for the development of local supplier capacity; and R29-million for employee development and training.
“This is all very good for the Eastern Cape and for South Africa. We are establishing an automotive manufacturing centre of excellence footprint that is sure to attract business. We will deliver the seat frames to JCI, which upholsters them and passes them on to the VW Plant in Uitenhage on a just in time/just in sequence basis.
“The VW plant is Uitenhage exports 70 to 80% of its production, so global competitiveness is paramount, in terms of quality, price and on-time delivery. So in our seat plant, we are applying this competitive thinking from the get-go so that when these cars start to be produced next year, our manufacturing is seamlessly integrated with theirs,” Rudman explains.
Yaskawa’s Motoman robot welding cells for the P270
At the time of writing a team of Yaskawa specialists from Slovenia, assisted by Port Elizabeth-based colleagues from Yaskawa Southern Africa, were busy installing and calibrating the tooling for three purpose-built robot cells for the manufacture of the new Polo’s seats.
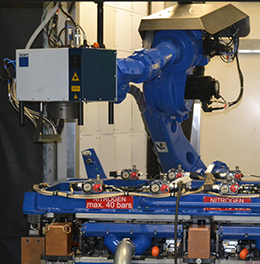
For manufacturing sub-components, two Motoman MH2010 six-axis GMAW robot-welding cells were being tested. These each have RM2 manipulators to enable jigs to be loaded from the outside while loaded jigs inside the cell are being welded.
“Yaskawa Southern Africa has enormous resources to call upon to develop, install and calibrate these cells,” says Rosenberg. “We have factories in Sweden, Germany, Slovenia, France, Benelux and all over the EMEA region. They all specialise in different areas of expertise and we use the resources that best match the needs of Southern African customers. Yaskawa Slovenia has particular expertise in seats, so it was chosen to implement the solution at Adient Pasdec,” he tells African Fusion.
The centrepiece of the new seat production line is an ‘on-the-fly’ fibre laser welding cell with three sets of tooling serviced by a single Motoman MC2000 high precision robot with a 50 kg payload. The tooling accommodates the final weld assembly of the seat cushions, backrests and the left and right side frames, respectively.
A 6.0 kW Trumpf TruDisk 6002, diode-pumped, solid-state disk laser is used to generate the laser beam, which is fibre-guided to a laser head with programmable focusing optics (PFOs) on the end of the Yaskawa robot. This latest-generation diode-pumped laser has an efficiency of over 30% and the outstanding beam quality and very low divergence angles enables large working distances between the focusing optics and the workpiece.
“A laser can weld to a depth accuracy of within 2.0 µm,” says Rosenberg, “to give very precise penetration. In the past, the laser head would need to be taken down to within 100-150 mm of the workpiece, with the head being moved by the robot along the weld path. This is relatively slow in comparison to beam manipulation.”
Using the on-the-fly technique, the PFO optics can be used to manipulate the beam along the surface of the weldment from a fixed position above the part – the laser beam being guided along the weld path at much higher speeds. “The robot positions the PFO head 300 to 400 mm above the part. Most of the welding can then be done with minimal movement from the robot. The beam is automatically focused and moved very precisely by programmable mirrors,” Rosenberg explains, adding that the sandwich jigs are made with cut-outs to give the beam direct access to the weld areas of the part.
“The jigs used are sophisticated and expensive. For the cushion, a complex sandwich jig is used, which opens to enable the parts to be loaded and, when closed, presses the mating surfaces together ready for laser welding. Hundreds of sensors and pneumatic clamps are used to hold the surfaces in close contact while welding. This jig alone cost in the region of R1-million,” he reveals, adding that argon-based gas purging and fume extraction is also built into these jigs, allowing a clean environment/weld zone for the laser.
Determined by the design of the part and jig accessibility, the laser tack welds can be of any shape – straight line, J, C and O shaped laser welds are all used on the P270 seat cushion.
While all robot cells are designed with safety in mind, laser cells have more onerous requirements. Each of the three stations of the laser cell has both outer and inner doors. When welding, two of the three inner doors are closed, giving the robot access to only the part in the cell being welded. The outer door of the live cell must also be closed. “These doors are both light-tight and light-sensitive. Should any laser light beam strike a door, the laser is immediately shut down,” Rosenberg assures.
For unloading and reloading jigs, the outer doors of the non-live cells can be opened for access to the jigs.
“Yaskawa Southern Africa has local expertise and access to international support from our specialist EMEA factories that enable it to offer the most modern and complex robot welding solutions available. And it is only by installing such systems that automotive manufacturing plants can remain globally competitive,” Rosenberg concludes.






