

This article introduces TOPTIG, which enables welding speeds associated with MIG/MAG with the typical quality of a TIG weld.
TOPTIG is a robotic tungsten inert gas (TIG) welding process developed to combine the quality of TIG with the productivity of metal inert gas/metal active gas (MIG/MAG) welding. Key to the technology is an original torch design that incorporates the wire feed into the gas shroud of the torch at an ideal fixed angle relative to the tungsten electrode.
 As well as reducing overall dimensions for enhanced accessibility for robotic welding, this torch design removes the need for separate wire feed and torch control, which simplifies programming and liberates one axis from the controller.
As well as reducing overall dimensions for enhanced accessibility for robotic welding, this torch design removes the need for separate wire feed and torch control, which simplifies programming and liberates one axis from the controller.
Several technical features are associated with TOPTIG, including an automatic electrode changer, a double flow gas nozzle, and a push pull and pulsed wire feeder. Applications have been developed in partnership with the automotive industry for spatter-free weld-brazing of galvanised steel with CuSi3 wire, for example, while other applications can be found in welding stainless steel or aluminium in the food industry or for manufacturing high qual- ity metal furniture.
The TOPTIG process targets three key aims: high welding speeds for improved productivity; compact torches for robotic welding without the manipulation constraints associated with conventional TIG or plasma torches; and an automatic electrode changing capability.
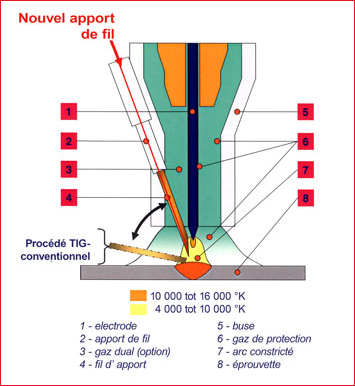
The key innovation in the system is a patented welding torch with integrated wire feeding. The wire feed passes through the gas nozzle at an angle of about 20° to the electrode, parallel to the cone-angle of the electrode tip. This causes the wire to pass through the hot- test region of the arc, which promotes high deposition rates.
This configuration enables the TOP- TIG torch to be used on robot arms as a direct substitute for MIG/MAG torches. The distance between the electrode and the work piece also becomes less sensitive, because the wire tip is always aimed into the weld pool and, because the wire tip is permanently attached to the gas nozzle, its position cannot change.
Also, because no current flows through it, the wire is melted under arc heating to form either a liquid metal stream or discrete metal droplets, neither of which is associated with spatter and deposition rates can be varied independently of the arc current.
The liquid stream transfer mode involves the continuous flow of filler metal into the weld pool at the edge of the arc cone. This results in high deposition rates, a very regular weld seam and a significantly reduced risk of the filler wire coming into contact with the tungsten electrode. This transfer mode can be obtained for all common welding and weld-brazing wires, as well as those for stainless steel and aluminium.
The droplet transfer metal mode is similar to short-arc MIG/MAG metal transfer. Contact of the molten weld tip starts a necking process in the liquid wire. The liquid droplet grows before detaching under gravity and surface tension and entering the weld pool. This continuous cycle helps to stir the weld pool and can, for example, help to prevent porosity or lack of fusion.
The two transfer modes can be obtained by varying the welding parameters, most notably, the welding current and the wire feed rate.
Another design feature of the TOPTIG torch is an optional gas nozzle, which Induces dual flow. This provides higher flow velocities in the centre of the tungsten arc, which causes the arc to
constrict, raising the energy density and improving penetration. Furthermore, it helps to more effectively protect the tungsten electrode.
Using a dual flow nozzle, for ex- ample, full-penetration butt welds on 3.0 mm stainless steel plate can be produced without the need for joint preparation. Another application involves using the constricted gas jet to force copper filler material deep into the gap of an inner flange joint.
Test results and applications
The TOPTIG process can be implement- ed on all applications on thin sheets from 0.5 to 3.0 mm thick, particularly in those that demand high-quality, productivity and reasonable costs. Read more…
Click to download and read pdf






