



The quest to increase production efficiencies and reduce operating costs is driving the uptake of technology by the global mining industry. The focus on innovation spans all facets of the mining value chain, including the mineral-processing industry, where sophisticated analysers are being deployed to provide quick and accurate response times to variations in processes.
For example, Blue Cube Systems has already supplied more than 60 MQi analysers to various mineral plants in South Africa, Namibia, Botswana, Mozambique, Zambia, the DRC and Morocco. This is in addition to those supplied to mineral beneficiation plants in other globally important mining countries, including Australia, Papua New Guinea, Finland, Kazakhstan, Dominican Republic and Brazil.
More recently, an MQi online grade analyser was also successfully deployed in combination with Mintek's new actuator technology to automate control in a gravity-spiral plant. The trial entailed controlling 24 spirals at an operational plant that processes platinum-group metals and UG2 ore.
Considering the large throughputs at gravity spiral plants, it stands to reason that small improvements made to the metallurgical performance of the simple, yet robust method of concentration will result in significant financial returns.
The automation of the plants has largely been hindered by harsh operating environments and inherent limitations in spiral designs, and they are, therefore, currently controlled manually in an onerous process that entails moving many splitters by hand, to counter disturbances.
Mintek’s actuator system was installed on one of the recleaner banks, which accounts for about 75% of the final concentrate mass pull, and Blue Cube Systems’ MQi online grade analyser in the spiral-concentrator line.
A variable pressure control valve was used to finely manipulate the control action on the spirals, in an approach that reduced the variability in the product chrome grade by 85%. This improved stability provided a concentrate grade closer to the lower limit of the targeted product specification, while mitigating the risk of producing a sub-standard product.
In this instance, if the targeted concentrate grade is reduced by 0,5%, a 1% increase in chrome recovery would be achieved. This would translate into an increase in revenue of more than R1,5-million a month at a production rate of 40 tonnes per hour, at current chrome prices, and the mine would thus be able to pay for the control system in only a matter of days.
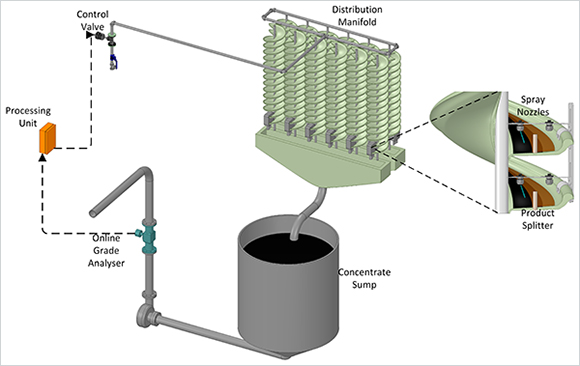
Mintek’s actuation technology uses jets of process water to direct the material on the spiral surface towards the desired port. In so doing, the need to continually move the product splitter is eliminated, and only bulk long-term adjustments to the splitter positions are necessary.
The jets redirect valuable material – which would otherwise be lost to the tails stream – to the concentrate port. This results in a direct increase in valuable mineral recovery to the concentrate, in so doing, improving production.
Meanwhile, gangue material is also recovered in the concentrate product, by directing it to the tails port. This has resulted in a direct increase in concentrate grade, thus safeguarding product quality.
Blue Cube Systems remains a leader in real-time on-line instrumentation. The company’s technology is based on diffuse-reflective spectroscopy. This is the study of reflected and scattered light, which is a function of, among other factors, particle size and the vibrational characteristics of all the molecules and crystals in the surface material that is being scanned.
Calibration is achieved by comparing the spectral profile of a sample with those of samples of known composition. An in-line sampler is mounted next to the optical scanner to ensure a close connection between the optical scanner and the physical calibration sample.



