




Vincent Ridgard, process engineer at Multotec Process Equipment, talks to MechChem Africa about treating effluent from mines, which often makes use of reverse osmosis (RO) technology. Ridgard argues that pre-treatment using fit-for-purpose ion exchange (IX) plants to remove divalent and trivalent ions in mine wastewater can significantly improve efficiencies and reduce the costs of water treatment.
Click to download and read pdf
Treating effluent on mines often makes use of reverse osmosis (RO) technology, but low recoveries can raise costs substantially. “Osmosis is a naturally occurring phenomenon, where the molecules of a solvent such as water tend to move spontaneously towards a solution with a higher concentration of dissolved solids: in the direction that tends to equalise the concentration of the two sides,” Ridgard explains.
Natural osmosis only works in one direction, moving water in a solution, for example, from areas of high concentration to areas of lower concentration. “However, when purifying water, we want the water to move in the opposite direction, leaving contaminants behind and enabling only purer water to pass through. This process, called reverse osmosis (RO), can be achieved by applying pressure greater than the naturally occurring osmotic pressure across a semi-permeable membrane,” he continues. “With enough pressure, demineralised or de-ionised water can be created by forcing it across a membrane that rejects salts and other contaminants while allowing only pure water through.”
But, says Ridgard, RO was initially designed to remove monovalent common salt, that is sodium and chloride ions (Na+ and Cl-), from seawater. “While the process remains successful and widely applied, the wastewater on mines also includes divalents, such as calcium, barium, magnesium, carbonate and sulphate ions (Ca+2, Ba+2, Mg+2 CO3-2 and SO4-2) and trivalents, such as iron, manganese and phosphate (Fe+3, Mn+3 and PO4-3), which can cause scaling of the membranes in RO systems,” he notes. “This means that when a standalone RO plant is utilised to treat these waters, it has to be operated at lower recoveries to enhance the lifespan of the membranes.”
RO membranes, he explains, reject contaminants based on their size and charge, preventing contaminants with high molecular weights and multiple ionic charge from passing through. Sodium ions (Na+), for example, with one charge (monovalent) are not rejected by the RO membrane as well as Ca+2 ions, which have two charges. Also, monovalent ions are more easily dissolved (ionised) in water than divalent ions, which makes them less likely to precipitate.
“In water treatment practices it can be said that all salts of sodium, chloride and nitrate are relatively soluble, and those of calcium, barium, carbonate and sulphate are much less soluble when paired. Therefore, the most commonly observed scaling substances on RO system membranes are CaCO3, CaSO4 and BaSO4.
In seawater, due to the high concentration of sodium chloride, pairings of these divalent principates is less of a problem, but when treating mine effluent, scaling results in large volumes of highly concentrated brine streams, which are either recirculated within the system or require very expensive extraction and treatment systems.
To address these challenges, Multotec offers niche ion exchange technologies that are well suited to removing divalent and trivalent ions in mine wastewater before passing the water through the RO plant where the monovalents can be more effectively removed. “Using an ion exchange system purpose-designed to suit the specific effluent being treated, scale-causing divalent and trivalent ions can be almost completely removed prior to RO treatment, with the potential to increase overall water recovery to more than 95%,” Ridgard reveals.
CIF® DESALx® and HIROX® technologies
Through a close partnership with Clean TeQ Water in Australia, Multotec offers mines across Africa several variations of continuous counter-current ion exchange technologies. “These all use resins to selectively extract the larger cations and anions from the mine effluents,” he continues.
“While these scientific principles are well accepted, there has previously not been a suitable technology to truly unlock the significant potential of resin chemistry. Clean TeQ’s ‘moving bed’ solution – supplied to the African market by Multotec – is therefore a game changer,” says Ridgard.
Describing the basic principle for removing a di-valent cation such as Ca2+ or Mg2+, he says cation exchange resin beads introduced into the top of an adsorption column move counter-current to the flow of the feed solution being pumped from the base and flowing to the top of the column. The divalent cations load onto the resin, displacing the H+ ions that are part of the resin beads’ chemical functional group. Different resins with varying chemical functional groups are used to maximise selective contaminant removal and to suit the clients’ available reagents onsite.
The resin loaded with Ca2+ cations exits the adsorption column at the bottom and is moved across to a desorption column via a pneumatic air lift. For cation removal, sulphuric acid (H2SO4) is added, which reacts with the Ca2+ cations to form CaSO4 (gypsum), while regenerating the resin by placing H+ ions back onto the beads. After filtering out the insoluble gypsum, the resin is washed and then recirculated back to the adsorption column.
Ridgard notes some the key differences this approach has compared to the more widespread fixed bed (batch) ion exchange (IX) technology, where a solution is pumped through a static resin bed until the resin is fully loaded/exhausted:
- The counter-current resin-to-solution flow in CIF acts in a similar manner to a sand filter whilst chemically filtering out selected pollutants. Capable of handling up to 150 mg/ℓ of suspended solid, CIF® reduces the need for pre-treatment operations such as MMF or UF that are required in batch IX systems to prevent fouling of the static resin bed.
- The ability to move the flow of resin throughout the columns faster or slower via the airlift enables the technology to operate across a much greater ionic feed operating window, where, for a batch system, increased loads of total dissolved solids (TDS) can often mean additional process units are needed, since the resin is exhausted sooner. This provides both operational robustness and future proofing against composition changes.
- CIF® columns operate at atmospheric pressure, enabling low pumping costs. Contrastingly, batch IX vessels operate as pressure vessels and can suffer pressure drop that increases power costs.
- CIF®’s tolerance to precipitated solids and its counter-current resin-to-solution flow enables close to 100% stoichiometric reagent usage and intensive reagent recycling, which lowers operational costs. In batch IX systems regents are often dosed by more than 150% of the chemical stoichiometry required, due to the less efficient ion exchange chemistry that occurs in a fixed resin bed. Similarly, the spent solution cannot be recycled after use since precipitants commonly form.
Ridgard describes three different systems that use continuous counter-current ion exchange solutions from Multotec.
- CIF®, a single stage solution that can be used for a range of treatment applications including acid mine drainage remediation and membrane pre-treatment (descaling). It can also be used for dealkalinisation and the removal of target ions for the recovery of valuable metals such as copper or zinc, for example.
- DESALX®, which is a dual stage CIF® solution for the removal of cations and anions. A cationic resin is used in the first stage to remove the larger cations such as calcium and magnesium, while the second stage uses anionic resin to also remove sulphates in exchange for hydroxides.
- HIROX®, a high recovery reverse osmosis solution that strives to achieve minimum liquid discharge (MLD) – typically 95 to 98% water recovery – whilst pushing RO beyond its typical limits by first removing di-and trivalent cations that cause scaling and fouling. HIROX® combines CIF® with reverse osmosis and, if sufficient sodium is present in the feedwater, the CIF® resin can be regenerated with the brine without requiring additional reagents. Zero liquid discharge can also be facilitated using evaporation/crystallisation technology to treat the significantly reduced waste brine volume.
These Clean TeQ systems also optimise the inventory of resin – a significant cost contributor to the overall treatment plant – and provide high water recoveries. Other benefits include low power consumption and the ability to recover valuable trace metals from low dilution discharge streams.
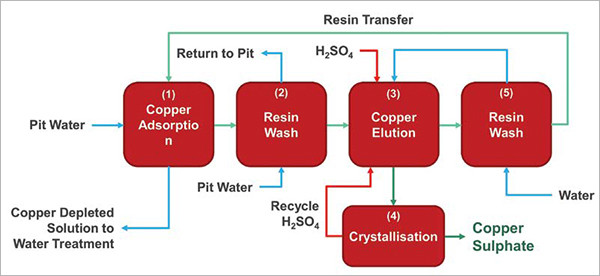
Describing Multotec-delivered success stories in the mining industry, Ridgard cites a project in the copper industry, where copper in an waste stream with a concentration of 68 mg/ℓ in the feed was upgraded to a 30 g/ℓ solution after copper adsorption and, following elution of this solution with H2SO4, an 80 g/ℓ solution of copper sulphate (CuSO4) was sent to the crystalliser. The concentration process, called Clean-iX®, upgrades the eluate by a factor of over 1 000, producing a viable feed concentration for copper extraction via electrowinning.
Further analyses have been done to established the effect of flowrate and feed concentration on the process’ economic feasibility. Effluent concentration streams of anything above 100 mg/ℓ give payback periods of less than a year at flowrates greater than 150 m3/h, while if the effluent flow is limited to 100 m3/h, copper concentrations of 160 mg/ ℓ can still realise a one year payback.
Similarly impressive results have been achieved for zinc recoveries using studies for a zinc mine, where, following zinc extraction, the water is passed through a DESALX® system to produce reusable treated water, while the waste brine passes through a high-density sludge process to enable easily disposable waste solids to be extracted.
“To date, our most exciting success story is our DESALX® plant for an antimony roaster in the Middle East, which is extracting 99.6% of the calcium ions and 99.4% of sulphate ions prior to the water stream being passed through the reverse osmosis plant – and we are hoping to achieve further success at this plant in the near future,” concludes Ridgard.














