AFRICAN FUSION—MARCH2014
23
Fixture-free robot welding
knowledge. Depending on the task and thewelding require-
ments, this ismainly aboutmakingwelding process settings
andparametersavailableat theplanning stage for useoffline
to optimise the process. For generating welding technology
data it is currently common practice that, in response to
small changes or variations, a system operator with appro-
priate welding knowledge determines the required welding
parameters for each task, via time-consuming empirical
welding trials.
To ensure versatility, amethod has been developed that
provides welding expert knowledge in a machine-readable
form. This is based on the use of surrogate models for the
mathematical description of the connection between the set
parameters and the resulting weld quality.
Figure 6
depicts
the procedure for the generation of the surrogatemodels.
At the starting point, the definition of the welding task
with possible changes of the process boundary conditions,
eg, variation in gap width, is carried out. The next step is
thedrawing-upof a correspondingweld test schedule.Here,
the advantages of statistical design for experiments should
be used, since it allows the requiredwelding work to be re-
duced to an acceptable level and the influences of different
parameter combinationson thewelding result tobe recorded.
Subsequently, thewelding resultsare subjected toevaluation
usingmacro-sections.
A further evaluation criterion is process stability, which
provides information about the regularity of the weld seam
formationand the frequency anddistributionofweld spatter.
For the evaluation of the process stability, the transient cur-
rent and voltage signals are recorded during welding tests.
Further, a tool has beendeveloped in the ISFusingMATLAB
that allowsa stabilityevaluation for differentweldingprocess
variations to be automatically performed.
The generation of themodels and of the tools for model
quality evaluation was carried out using the programming
language R.
Figure 6
depicts, byway of an example, gener-
atedmodels thatdocument thedependencyof theweldwidth
on thegapwidth, incombinationwith thewelding speedand
thewire feed speed.
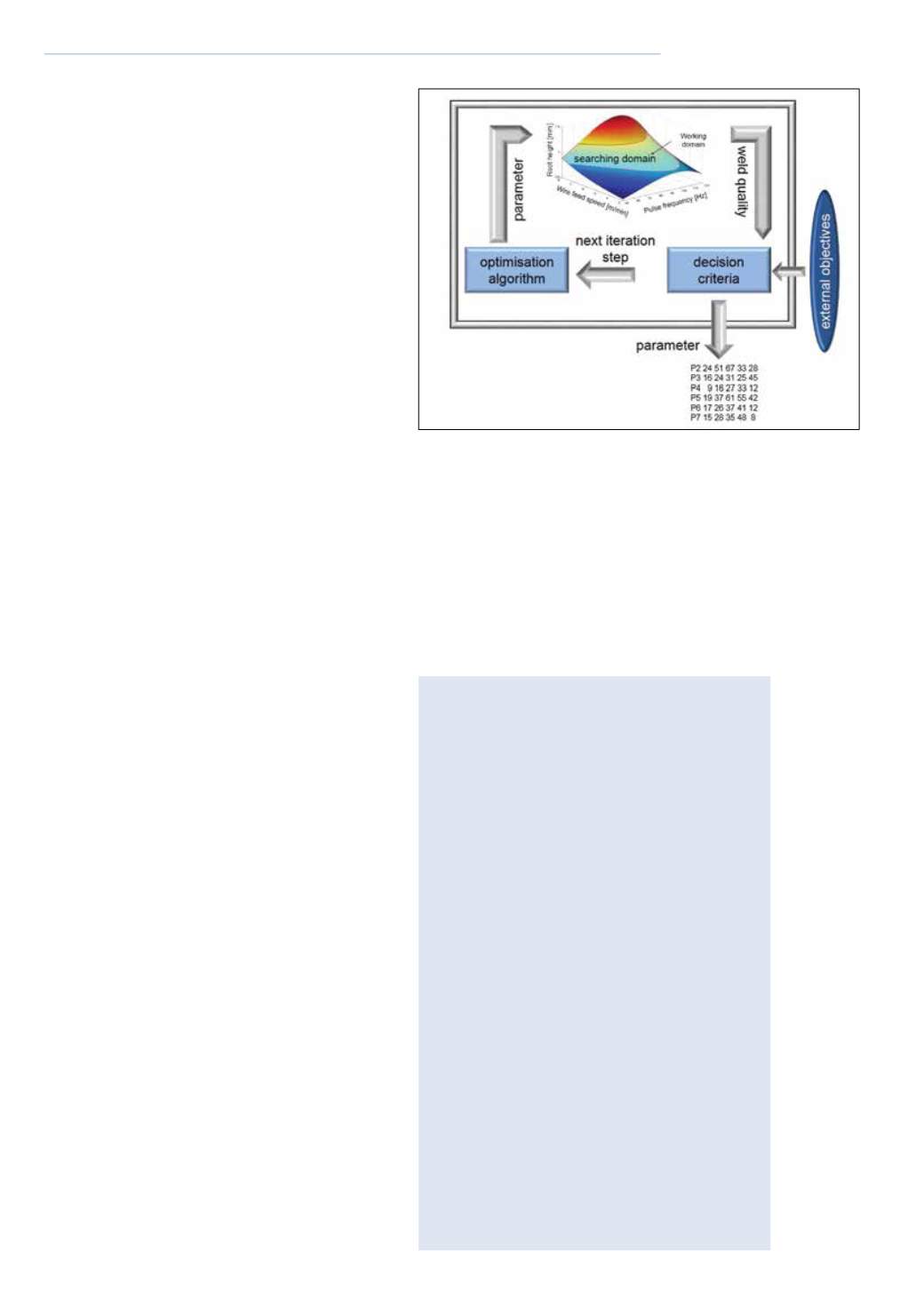
The createdmodels form the basis for the development
of a software tool for the generation of welding parameters,
based on the required weld seam quality (
Figure 7
). As an
objective, for example, the requiredweld seamgeometryand
gapwidth is set. Theoptimisationof theweldingparameters
is carried out iteratively and uses a genetic algorithm. The
evaluation of the results is carried out using decision algo-
rithms. In the case of a positive evaluation, a list of welding
parameters isgenerated that canbedirectlyused toprogram
thewelding power source to be used.
Summary and perspectives
This researchwork carriedoutwithin the scopeof theBMBF
research project ProAktiW aims to develop versatile produc-
tion systems. Here, results of work at virtual planning and
real production levels are presented for increasing versatility
with regard to automatedwelding production.
Since in automated welding, complex fixture devices
are the greatest obstacle to versatility, a fixture-free weld-
ing manufacturing cell using cooperating robots has been
developed and implemented. The functions of the fixture
device are transferred to handling robots in a production
scenario that manages all assembly aspects for a product.
The manufacturing scenario forms the basis for the virtual
implementationandassessment of theeconomicexpenditure
in a simulation system.
To further increase versatility, a software tool based on
surrogatemodels has been developed that provides system-
usableweldingexpert knowledge.Dependingon the taskand
the requirementsof thewelded joints, it ispossible toprovide
optimisedwelding settings at planning, offline programming
and at processing stages.
Funding note
This research anddevelopment project is fundedby theGer-
man Federal Ministry of Education and Research (BMBF)
within the Framework Concept ‘
Research for Tomorrow’s
Production
’ (fund number: 02PR2020) and managed by
the Project Management Agency Forschungszentrum Karl-
sruhe Production and Manufacturing Technologies Division
(PTKA-PFT).
Figure 7: An example of an optimisation
method for the generation of welding
parameters based onweld seam quality [8].
References
[1] Westkämper, E; Zahn E (Hrsg): Wandlungsfähige
Produktionsunternehmen. Das Stuttgarter Unterne-
hmensmodell. Springer. Berlin 2009.
[2] Wiendahl, HP: Betriebsorganisation für Ingenieure.
Carl Hanser. München 2005.
[3] Wihsbeck M; Wohlgenannt M: Vorrichtungsloses
Schweißen verkürzt die Fertigungszeit drastisch.
Maschinenmarkt, 2009
[4] Franke D, Frick K, Holm H, und Moor T: Kooperi-
erende Schweißroboter im Schiffbau – eine La-
borstudie. UNIFORSCHUNG, Forschungsmagazin
der UniBwHamburg (10) 2000, S. 3-8.
[5] Widmann W: Vormarsch der Spar-Roboter – Koo-
perierende Roboter flexibilisieren die Fertigung.
technik+EINKAUF 4, 2005, S. 50-51.
[6] Kuhlenkötter B: Kooperierende Roboter: Mehr
Wertschöpfung in der Fertigung – Roboter arbeiten
zuwenig. Industrie Anzeiger 23, 2008, S. 40.
[7] Pan Z, Polden J, Larkin N, Van Duin S, Norrish
J: Recent Progress on Programming Methods for
Industrial Robots. 41
th
International Symposium on
Robotics ISR, München 2010.
[8] Reisgen U; Purrio M; Buchholz G; Willms, K; Lose
J; Perge J; SchmittR: SurrogateModellingas anEn-
abler for Self Optimisation for ProductionProcesses,
CARV2011:4
th
InternationalConferenceonChange-
able, Agile, Reconfigurable and Virtual Production;
Montreal, Canada, 2 -5Oct. 2011, pp. 642 - 647.


