AFRICAN FUSION—MARCH2014
21
Fixture-free robot welding
A possible solution is fixture-free welding. The term ‘fix-
ture-freewelding’ inautomatedmanufacturing isunderstood
to refer to the assembly of products made from individual
parts using several cooperating robots andwithout complex
application-specific fixture or jigging devices. The role of the
complex fixture is, instead, performed using the positioning
ability of a handling robot system in combination with a
suitable welding sequence. To determine and compensate
for geometrical variations in the joining zone, a sensor or
tracking solution is applied. For the implementation of such
a manufacturing scenario, the robots work in intersecting
work spaces.
The approach implemented in this project links the ver-
satility of purely manual manufacturing with the economic
viability of automated manufacturing. The aim is to manu-
facture assemblies from separate sub-components, where
possible, without using any custom-made fixture devices.
This makes robotic welding production much more attrac-
tive for low-volumeproduction. The vision for this solution is
the transfer of the ‘welder-and-helper’ approach in manual
production to the application of cooperating robot systems.
In
Figure 3
, the robots of the welding manufacturing
cell are depicted. Theweldingmanufacturing system con-
sists of a robot that serves as the ‘welder’ and a robot that
is equippedwith corresponding high-load grippingmecha-
nisms to assist as the ‘helper’. A rotating unit acts as the
platform to give the robots access to the sub-components.
Fixture-free welding with cooperating robots has been
successfully used to perform
tacking of small attachment
parts prior to welding the com-
ponent [3].Wealso knowabout
solution approaches where ro-
bots aremoving the parts under
a fixedwelding torch,where the
parts are also fixed or at least
pre-tacked intoaholdingdevice
[4-6]. Complete fixture-free as-
sembly of products consistingof
individual parts, however, has
not, to date, been investigated.
The technical challenge in
the implementation of a ver-
satile welding manufacturing
cell lies mainly in the transfer
of the functions of a fixing de-
vice to the cooperating welding
robot system. This includes the
positioning of the parts during
tacking, the clamping of the
parts, partly through the design
of adaptations, and the use of
a suitable tacking and welding
sequence to compensate for
distortion due to heat.
Manufacturing scenarios
for fixture-freewelding
For the development of manu-
facturing scenarios and meth-
ods for a versatile welding
manufacturing cell, prototype
parts made by industrial part-
ners have been chosen. First,
tests were performed on a
protection fencedoorwhich, for
variety, involves different fence
elements of different sizes. The
Figure 3: Robot arrangement in a versatile welding
manufacturing cell.
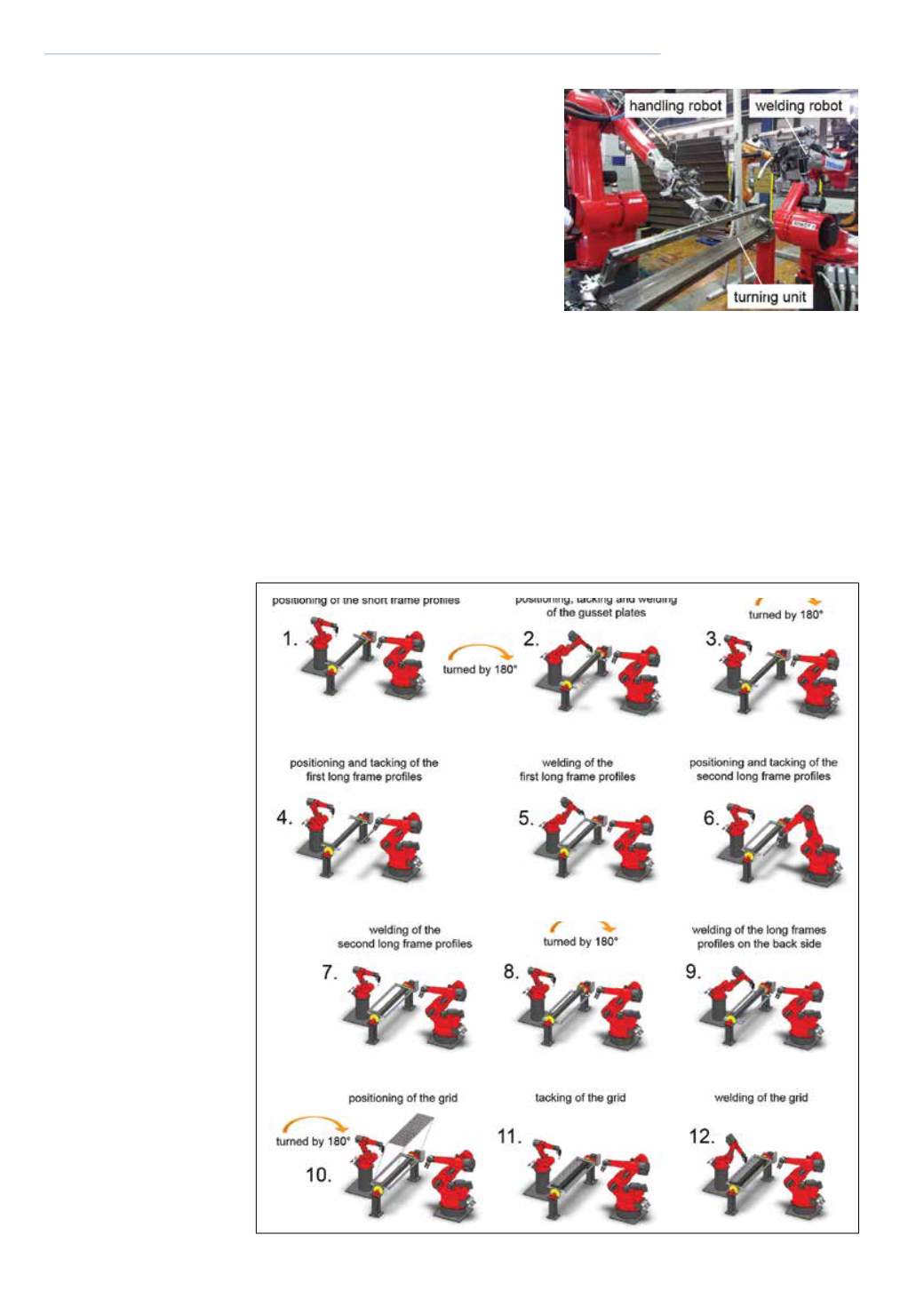
Figure 4: Manufacturing scenario for fixture-free welding.
task includes the
welding of the outer
rectangular frame
and the protective
covering grid. During
the positioning of
the long frameparts,
inaccuracies in the
grip position result
in significant varia-
tions in the joint
zones. Approaches
to solve this problem
include using part-
specific grips, the
use of seam finding
and tracking sensors or incorporating design changes on
separate parts to enable more reliable fit-up.
Special processing sequences have been developed.
In the following, a manufacturing scenario is presented
where design adjustments of the parts to be joined are
incorporated to allow for the transfer of some of the fixture
device functions to the product. As a starting platform for
the assembly of the fence elements, a rotating unit is used.
On this platform, the short frame profiles are positioned
using angled stops at known spacing.
To compensate for variations in mating the long frame
profiles to the short frame cross pieces, the use of additional


