AFRICAN FUSION—MARCH2014
19
Sustainability through automation
and RTA with their customer Monadelphous, developed a
concept for automating the cutting, bevelling and welding
of the piling for a jetty and coal wharf on the east coast of
Australia. Monadelphous is a major resource infrastructure
constructioncompany. Thedriver for this investmentwas the
shortageof skilledweldersand the rewards for early comple-
tion of the project.
A Kawasaki RS 15X long reach robot equipped with a
Thermal Dynamics Ultra-Cut 200 plasma cutting system
mounted on top of a driven pile cuts and bevels a U profile
into the top of the pile, which later accepts the headstock
beam. The robot uses a laser and touch sensor to map the
surfaceof thepile to identify thepile’s shapeandorientation.
Thisdata isused to re-calculate the initiallyprogrammed robot
pathusingalgorithmsdevelopedbyRTAandMonadelphous.
A typical robot plasma cut and bevelled component is
shown in
Figure 10
. The cutting and bevelling accuracy is
±2,0 mm over 10 m. One robot can do in one hour what
previously took twomen four to six hours. This is due to the
accuracy of the robot path, coupled with the cutting speed
and quality of the high definition plasma cutting system.
Other robots equipped with EWM alpha Q 552 multi-
process welding systems are mounted in place to weld the
headstock to the pile. The team evaluated a number of
processes and found that gas-shielded rutile flux-coredwire
provided the greatest reliability, quality anddeposition rates,
of up to6,0 kg/hr, even in the vertical position. The full pen-
etration V-butt weld takes three to eight passes depending
on the pilewall thickness, which varies from16 to 25mm.
Figure 11
shows a multi-pass vertical up (PF) butt weld in
16mmmaterial.
In the late 1980s, attempts were made to automate
the fabrication and maintenance welding of dragline
buckets for the coal mining industry. These buckets have
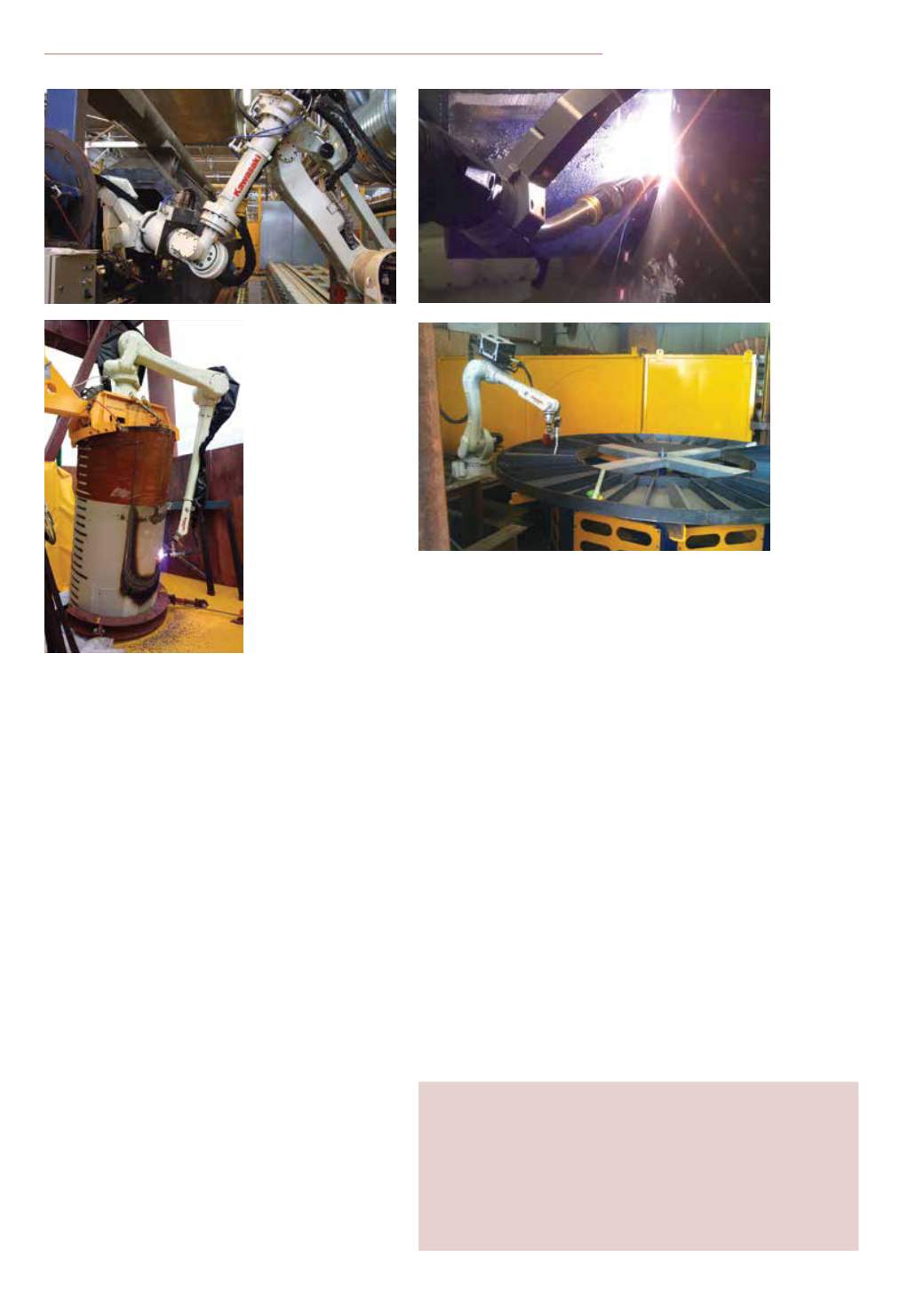
Figure 9 (top left):
Robot arrangement
inBushmaster
production cell.
Figure 10 (left):
Robot plasma cutting
and bevelling of a
pile.
Figure 11(top right):
Multi-pass vertical
and overhead robot
welding.
Figure 12 (right):
Robot MAGwelding
of 4,2m diameter
cable reels using
laser seam finding
and tracking.
capacities of up to 120 m
3
and weigh up to 100 t (see
). A tripod robot was
mounted on a forklift to reachup to the3,0mhigh sides. To
date, robots are not used for mining bucket fabrication and
maintenance, althoughagreat deal of developmentworkhas
been done in the past year.
This work involves the use of gas-shielded flux-cored
wires and multi-pass procedures capable of welding plate
up to 100mm thick and castings up to 300mm thick. Jig-
ging by conventional methods is not suitable for such large
structures.Theuseof laser seam findingand trackingenables
the simple programming of multi-pass applications using
algorithms developed by RTA.
Another interesting application is the welding of large
diameter cable reels. Australian Cable Reels manufactures
reels of up to 4,2m in outside diameter.
Figure 12
shows a
KawasakiRA10L robot equippedwithanEWMPhoenix352
and a ServoRobot SFD Find laser camera. The components
are tack welded by hand, the assembly is placed on a car-
ousel and indexed under the robot operating envelope. This
methodology is consistent with past practices and requires
minimal jigging thanks to laser vision. The welding process
used is conventional MIG/MAG.
Acknowledgement
The authors thank Robot Technologies Australia andMono-
delphous for permission topublish this information.We also
acknowledge thevisionandsupport ofPerryRaeandAdriano
Marin of Monodelphous.
References
[1] Hartung, F, Verfahrendes Auftragschweißens [Buchverf]: HDSteffens andW
Brandel.ModerneBeschichtungsverfahren. s.l.:DGM- Informationsgesellschaft
Verlag, 1992.
[2] Schreiber F,VerschleißschutzdurchAuftragschweißen:Werkstoffauswahl und
Anwendungstechnik.Willich: Durum-Verschleiss- Schutz GmbH.
[3] DINEN1011-5,EmpfehlungenzumSchweißenmetallischerWerkstoffe–Teil
5: Schweißen vonplattiertenStählen. Berlin: Deutsches Institut fürNormung
e.V. [German Institute for Standardisation], 2003. October 2003.


