AFRICAN FUSION—MARCH2014
13
Cover story
distribution partners, such as Rent-
tech and Cosmo Welding, with good
contacts in the refinery and power
markets. Starting from 2014, we are
linking the Metrode brand to the Lin-
colnElectricCompany inSouthAfrica.
AllMetrodeconsumableswill be locally
stockedandavailable viaLincolnElec-
tric sub-Saharan Africa, and we will
manage the supply and support of the
consumables from this regional office,”
Lamotte reveals.
Across Africa, Metrode consum-
ablesarewidelyaccepted in the refinery
business, because theapproval require-
ments are “less onerous”. “Once we
have theTÜVapprovals for theMetrode
P91 andP92 consumables, wewill be
well positioned to participate in both
the new-build and the aftermarkets in
South Africa.
“And our strength is not only in
consumables. All Metrode products
require specialweldingproceduresand
knowledge. To achieve the required
material properties after welding, pre-
heat, welding parameters, heat input,
interpass temperatures and post weld
heat treatment procedures all need to
becorrect andverycarefullycontrolled.
Welding procedures are critical.
Lincoln Electric can offer equip-
ment and machines to help fabrica-
tors to successfully adhere to welding
procedures. “High levels of control
require accurate and easily control-
lable welding machines and, with our
PowerWave range, not only can the
welding parameters be accurately set
andmaintained, butwecanalso record
and storeall of theweldingparameters
used for a whole day. Maximum and
minimumcurrent thresholdscanbe set
and the data can be downloaded and
analysed to validate the day’s welding
or to indicate potential problems,”
Lamotte suggests.
In addition, Lincoln Electric’s Pro-
duction Monitoring solution can be
coupled with any PowerWave power
source to track theweldingcurrent, volt-
age and heat input. And if thewelding
machines are online, welding can be
tracked in real time from any laptop,
anywhere. “More andmore fabricators
in South Africa are using this solution
as a first-line quality assurance tool,”
suggests Lamotte.
Metrode also has “huge amounts
of experience”, when it comes to P91
andP92 consumables. “Our technical
support people have spent a full week
with a specialist from the UK, who
came out to South Africa for training
and to visit customers. We also have
the full andongoing support of theUK-
basedMetrode organisation,” Lamotte
assures.
TheUKMetrode factory, through a
flexibledevelopmentandmanufacturing
system, is set up for rapid delivery of
batches of consumables of any stock
item.
“As a development facility, the fac-
tory is able to customise electrodes or
consumables to special requirements.
If, for example, better weldability of a
flux-coredwire isneeded toweld in the
vertical upposition, then the factorycan
fine tune the slag freezing times and
make a special batch of consumables
thatmeets the specificneed,” headds.
“The factory can formulate customised
batches of 10 to 30 t of a special
consumable of any preferred composi-
tion, particularly for flux-cored or stick
electrodes, where the flux composition
is easy to optimise to achieve special
properties.
“Flux-cored welding is widely ac-
ceptedacrossAsia,which is abigmar-
ket, and there are no longer problems
emerging as a result of their use. There
is no technical reason why flux-cored
wirescannot beusedonpower stations
or refineries,”Lamotte saysadding that
he believes the shift towards the use of
cored wires has begun and is likely to
accelerate.
Moving on to discuss another Me-
trode speciality, stainless steel and du-
plexwires, Lamottesays thatMetrode’s
duplex specialist, Frederic Lobinger,
has recently been out to South Africa
to deliver a seminar on ‘
Welding and
weld metal properties of duplex and
super duplex stainless steels
’.
“As well as Metrode wires for the
300 series austenitic stainless steel
and the utility ferritics, which are both
very successful in South Africa, we
have some excellent quality flux-cored
wires for duplex and super duplex ap-
plications.”
When welding duplex stainless
steels, cleanliness is essential and the
interpass temperatures must be kept
insidea relativelynarrowwindow. “Heat
input is critical, so good welder train-
ing is needed so that welders realise
the problems that will arise because
of travel speeds that are too fast or too
slow,” Lamotte advises.
Fromnowon,Metrodeconsumables
will be locallystockedandsupportedas
an integral part of the Lincoln family of
products.
“For the oil and gas, refinery and
power industries, Metrode offers some
excellent consumables, but as Lincoln,
we are also able to couple the con-
sumables with the necessary welding
equipment andexpertise toachieve the
performance and welding procedure
control necessary for high integrity
finishedwelds,” he concludes.
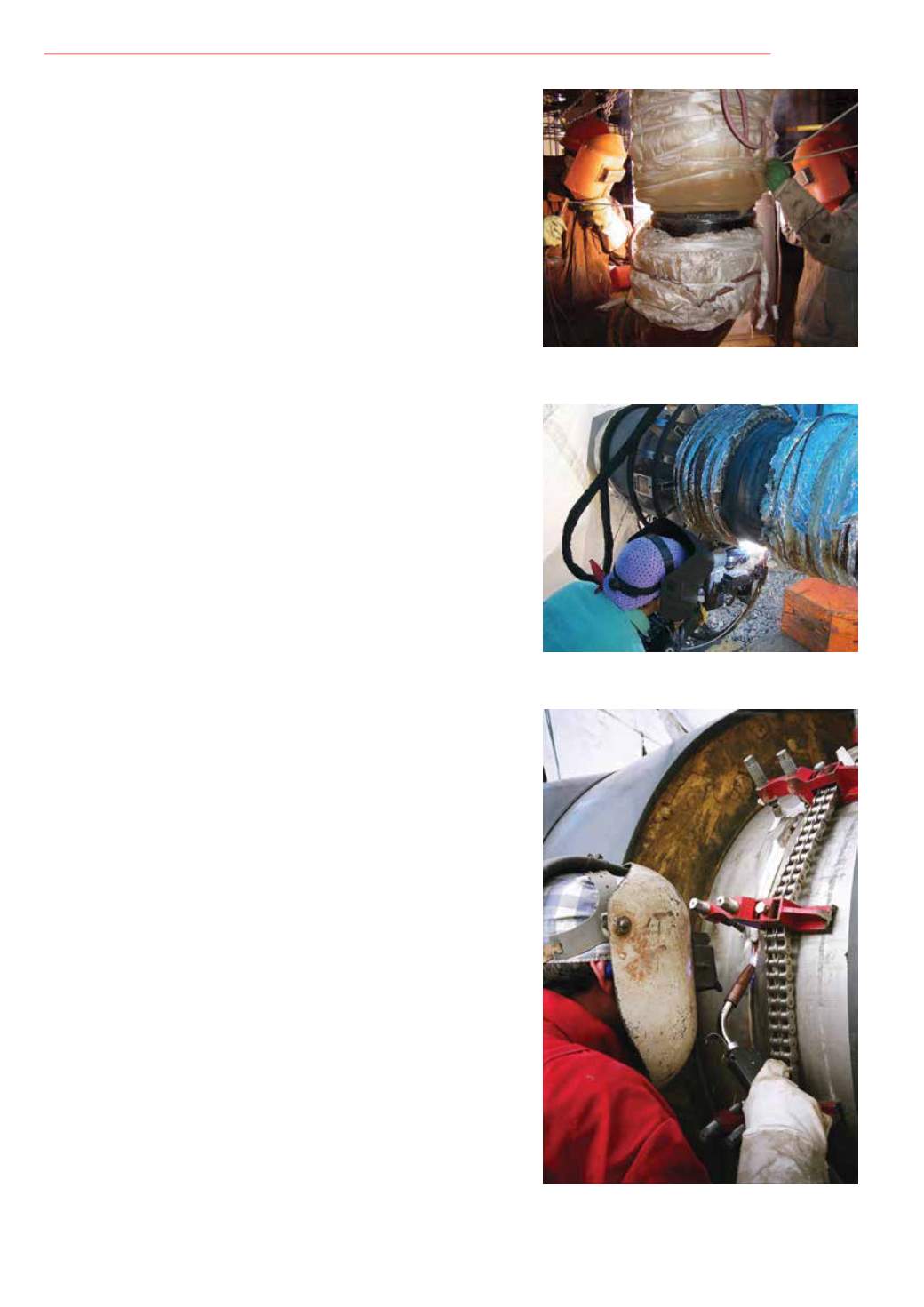
Orbital welding of a P91 pipe for the power generation
industry.
Onsite welding of a typical P91 boiler pipe usingMetrode
shieldedmetal arc welding (SMAW) consumables.
Flux-cored welding of a duplex LNG tank. “Flux-cored
welding is widely accepted across Asia and there are no
longer problems emerging as a result of their use,” says
Lamotte.


