AFRICAN FUSION—MARCH2014
15
Sustainability through automation
The result is therefore high arc currents on the electrode
and a high deposition rate due to the preheated filler mate-
rial. Due to the arc,which canbedeflectedat the adjustable
alternatingcurrent frequency, lowpenetrationand lowdilution
is achieved with the parent metal. In this way, deposition
rates can be achieved that are similar to pulsedGMAW, but
without the undesirable high dilutions.
Trials for surfacing as a corrosion protection
measure
Unlimitedcorrosionprotectionexistsoncladsurfaces inwhich
at least 12 to 13% chromium can be deposited across the
entire surface. For many applications, the limits are consid-
erably narrower. The lowest possible degree of dilutionwith
theparentmetalmust be thegoalwhenweldingcomponents
exposed to gases containing chloride. The absence of cracks
in the functional layer must also be guaranteed.
The aim of this test was to attain the limits of the newly
developedwelding process in terms of boundary parameters
and toachieve the lowest possibledilution,whileat the same
time maintaining a high deposition rate. By means of pre-
liminary tests, the test rigwas decidedupon in respect of the
inlet directionand thegapbetween the fillermaterial and the
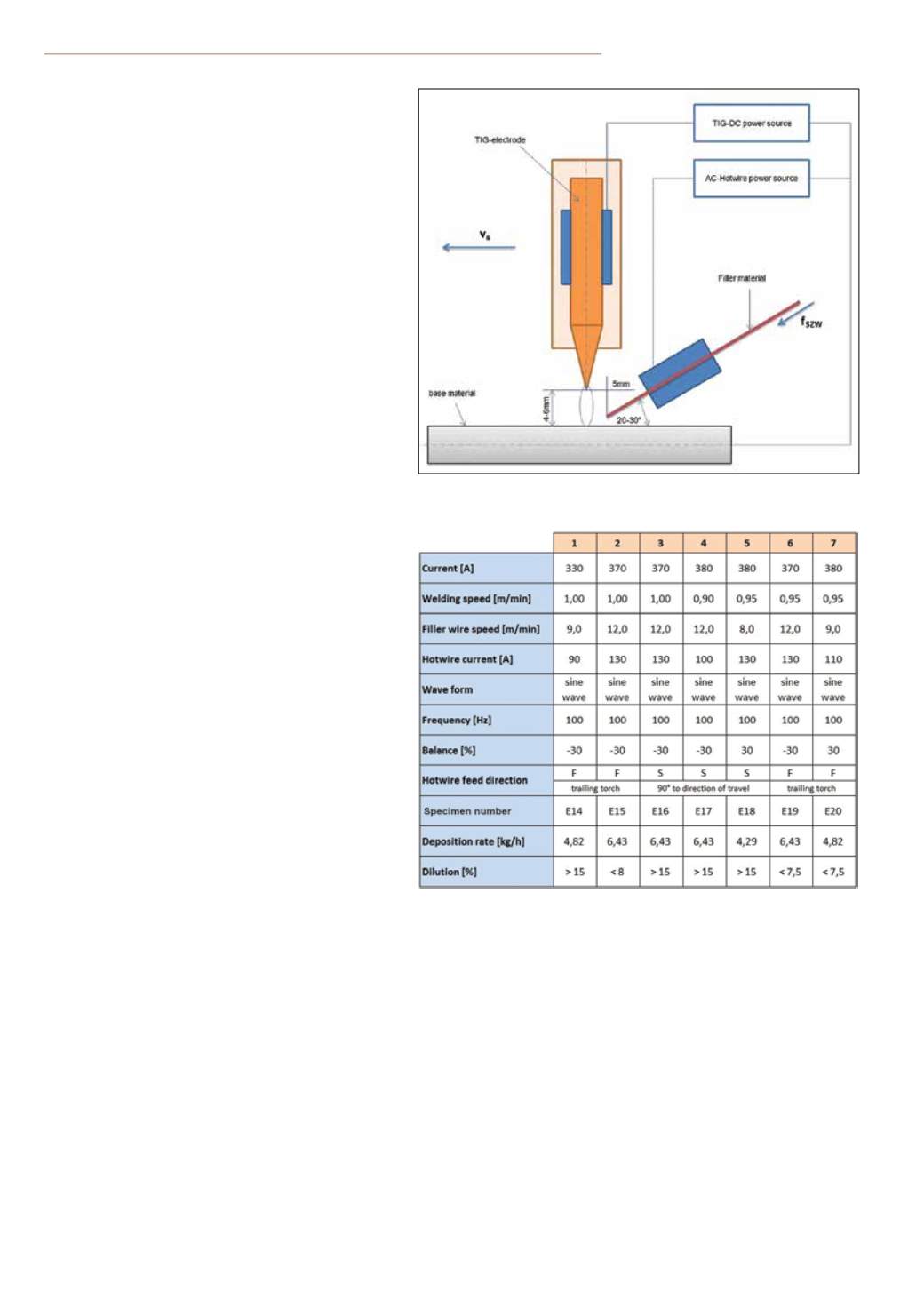
electrode. The gap between the electrode and theworkpiece
was allowed to vary between 4,0 and 6,0mm and the gap
between the hotwire and the electrodewas set at 5,0mm at
an angle of 20 to 30° to theworkpiece (
Figure 2
).
The frequency of the adjustable hotwire alternating
current, which from an equipment perspective is infinitely
selectablebetween50and200Hz,was fixedat100Hz.The
balance of the hotwire alternating current, ie, the proportion
of positive and negative half-wave for each frequency, was
able to be varied within limits of +/-30%. Alteration of the
waveform of the alternating current between the sinusoidal,
rectangularand trapezoidal forms isalsopossible. Inprinciple,
thesinusoidalwaveformoffersanadvantage in that thehigher
single point peak currents offer maximum periodicity. The
higher current results in a greater magnetic field and more
pronounced arc deflection at the maximum current point.
Viewedover theentireperiod, themeanvalueof thecurrent is
identical for allwave-forms, only themaximumcurrent varies.
InTIGwelding, inert gasesor inertmixedgasesarealways
used as shielding gases. In order to assess the properties
and effects of the shielding gases on the flow and wetting
behaviour, the surface tension of the molten metal and the
stabilityof thearc, inaccordancewith ISO14175,workwas
carried out using the protective gases I1: Ar, I3: ArHe-30,
I3: ArHe-50 and R1: ArH-5. The trials using I3: ArHe-50
delivered the best results.
For applying the corrosion-resistant layer onto the unal-
loyedS355J2 (1.0577) structural steel, anSNi6625nickel-
based solid wire electrode in accordance with ISO 18274
(2.4831)withadiameterof1,2mmwasused.Thiscontains,
as themain alloying elements, 22% chromium, 9%molyb-
denum, 3,6% niobium and the balance is nickel.
In the trials,melt runswere applied to the plate surface.
The trialswere performed on a fullymechanised system us-
ing a 5-axis robot with the EWM Tetrix 551 Synergic power
source and an additional EWM Tetrix 200 ac hotwire power
source.AWCe-doped4,0mmelectrodewasused for theTIG
arc. Theanalysiswascarriedout toachieveminimal dilution,
while simultaneously achieving amaximum deposition rate.
The boundary parameterswere determined in the initial
trials. What is interesting is that the deposition rate, where
welding parameters are otherwise identical, increases by
48% following a variation in the balance on the ac hotwire
feed from+30% to -30%. This is equivalent to an increase
in wire feed from 8,0m/min to 12m/min and a rise in the
deposition rate from4,3 kg/h to6,4 kg/h, while penetration
re-mains low.
It isapparent from
Figure3
thatwith sinusoidal alternat-
ing current at a frequency of 100 Hz, a balance of - 30%,
an arc current of 370 to 380 A and an ac hotwire current
of 130 A, reproducible and usable results can be expected.
Trials 2 and6 show that the dilution is under 8% and7,5%
respectively, at adeposition rate of over 6,0kg/h (12m/min
wire feed) and at welding speeds of 1,0m/min (
Figure 6
).
At identical deposition rates, this results inanapproximately
70% lower dilution with the parent metal compared to
pulsed GMAW surfacing. In addition, no lack of fusion or
crackswhatsoever could be detected in the tests and all the
trials highlighted result in reproducible and stable welding
conditions.
Inorder to calculate thedilution in terms of area, the test
pieceswerecross-sectioned, polishedandmeasuredwith the
aid of a computer (
Figure 7
).
Figure 2: Schematic diagram of the dc-TIG test rig with ac hotwire.
Figure 3: Summary of analysis results.


