AFRICAN FUSION—MARCH2014
5
SASSDA's duplex stainless steel seminar
On the other hand, the austenitic
stainless steels have proof strength
similar to the ferriticstainlesssteels,but
their elongation, at35 to40%, ismuch
higher. The duplexes, though, have
much higher yield strength, with proof
strengths typicallydouble that of ferritic
or austenitic stainless grades. Also the
elongation isbetween the low values of
the ferritics and the high values of the
austenitics. “So duplex stainless steels
have useful elongation properties with
double the strength,” Tarboton notes.
With respect to toughness, he says
that many metals have a ductile to
brittle transition temperature (DBTT),
below which the material is brittle.
Austenitic stainless steels do not have
a clear transition temperature, so al-
though the toughness drops off slightly
as temperature drops, the steel still
remains tough, “even down to liquid
nitrogen temperatures”. The ferritic
stainless steels, however, tend to be
brittle, evenat room temperature,which
limits their use to relatively thingauges.
“And this is made worse if the steel is
welded, which may inhibit toughness
at all temperaturesbelowabout100°C.
Utility ferriticsare theexception, as they
typically have a ductile to brittle tran-
sition temperature at around -20°C,”
adds Tarboton. But the duplexes have
even lower ductile to brittle transition
temperatures, and this allows them to
be used in thicker sections andwelded
without sacrificing toughness.
Moving onto the corrosion resis-
tance of duplex stainless steels, Tarbo-
tonsays that, ingeneral,Cr, isbeneficial
inoxidisingenvironmentswhileCuand
Ni areuseful in reducingenvironments.
Cr, Mo, N andW are beneficial for im-
proving resistance to pitting corrosion,
butMn is detrimental. For stress corro-
sion cracking (SCC), Ni is detrimental.
Noting that duplex isnot apanacea
for all corrosionproblems, he says that
duplex isparticularly resistant topitting
corrosionand stresscorrosioncracking.
In aggressive corrosive environment,
such as acidic chloride and oxygen
environments at temperatures above
60°C, duplex offers better protection
thanaustenitic stainless steels and can
cope with temperatures up to 120 to
130°C in these environments.
Fromapricepoint of view, because
of the reducednickel andmolybdenum
levels in the alloys, duplex stainless
steels are price competitive when
compared to austenitics, although this
advantage issometimesoffsetbyhigher
production costs: “Most importantly,
though, because of its significantly
higher strength, material thicknesses
can be gauged down to save weight
and costs.”
Welding duplex stainless
Frederic Lobinger, Lincoln Electric’s
Metrode global welding consumable
specialist responsible for commercial
implementation and technical as-
sistance, then highlighted some of
the practical aspects of using duplex
welding consumables. Reinforcing the
important role of nitrogen as an al-
loying element and the advantages of
duplex’shigher strength, particularly for
the offshore industry, Lobinger warns
that welding duplex stainless steels is
associated with “very specific require-
ments”.
When welding pipe offshore, root
welding is usually done using TIG, fol-
lowed by runs using stick electrodes,
flux-cored wires or submerged arc
systems. “Consumables for all of these
processes are available,” he says, add-
ing that, fromacorrosionperspectiveon
the inside of a pipe, “problems always
start at the root”.
Whenweldingduplex, “themanage-
ment of theenergy is the firstprinciple”.
Lobinger advises that for carbon steel,
“we call the first pass the root and the
second, the hot pass, because the hot
pass ‘relieves’ the root. But for duplex
welding, the second pass is called the
cold pass, to make sure that welders
and foremen understand that they
are dealing with a different type of
material. If the energy input is man-
aged incorrectly, the 50% ferrite, 50%
austenite structure of the material will
bedestroyed,” he explains, adding that
maximum interpass temperaturesmust
be kept below 150°C.
He emphasises that no preheat
should be used when welding duplex
and that the heat input for duplex
grades should be held inside the 0,4-
2,5 kJ/mmwindow, and between 0,5
to 2,0 kJ/mm for super duplexes. “To
achieve this,weldersmust be trained,”
he insists, warning against the tradi-
tional welder logic that “I don’t drive
the stick, the stick drivesme”.
The second welding principle Lob-
inger highlights is purging. “Strength,
toughness,hardness, levelsof ferriteand
corrosion resistance are the key proper-
ties for a duplex weld. The strength is
seldom a problem, but toughness can
be,” he warns. Minimum toughness
values of around 27 to 30 J at -40°C
are typically required. “These values
canalmost alwaysbeachievedbyusing
matching consumables,” he says.
But sometimes,Lobingerpointsout,
evenwhen everythinghas beenwelded
strictlyaccording theweldingprocedure
and with the correct consumables and
heat inputs, the toughnessvaluescome
back too low. “And so I come back to
purging. The critical thing is oxygen
contamination in thepurginggas,which
hasbeen shown toaffect impact tough-
nessvalues fromas littleas10ppm,”he
says, citinganexamplewhereanitrogen
storage vessel hadnot been cleaned for
fourweeks. “Oxygencontaminationhas
seriousconsequences for the toughness
of duplexwelds,” he reiterates.
Lobinger alsoadvisessuspicionand
care be taken when performing and
analysing laboratory test results.On the
hardness side, he recommends being
careful if translating Vickers hardness
values into Rockwell values, because
steel conversion factorscannot beused.
Also, the ferrite number values, which
aregenerally required tobebetween30
and60%, are notoriously inconsistent.
“Ferrite numbers are not mentioned in
standardsanymore,because, at theend
of theday, it is stressandcorrosion that
the material really has to deal with,”
Lobinger suggests.
Lobinger was followed onto the
podium by Elin Westin of voesalpine
BöhlerWelding, who presented on the
pitting corrosion resistance of duplex
welds.And, ending theopeningsession,
wasapresentationentitled ‘
Cored-wires
for welding duplex stainless steels
’ by
theWelding Alloys Group.
More on these in future issues.
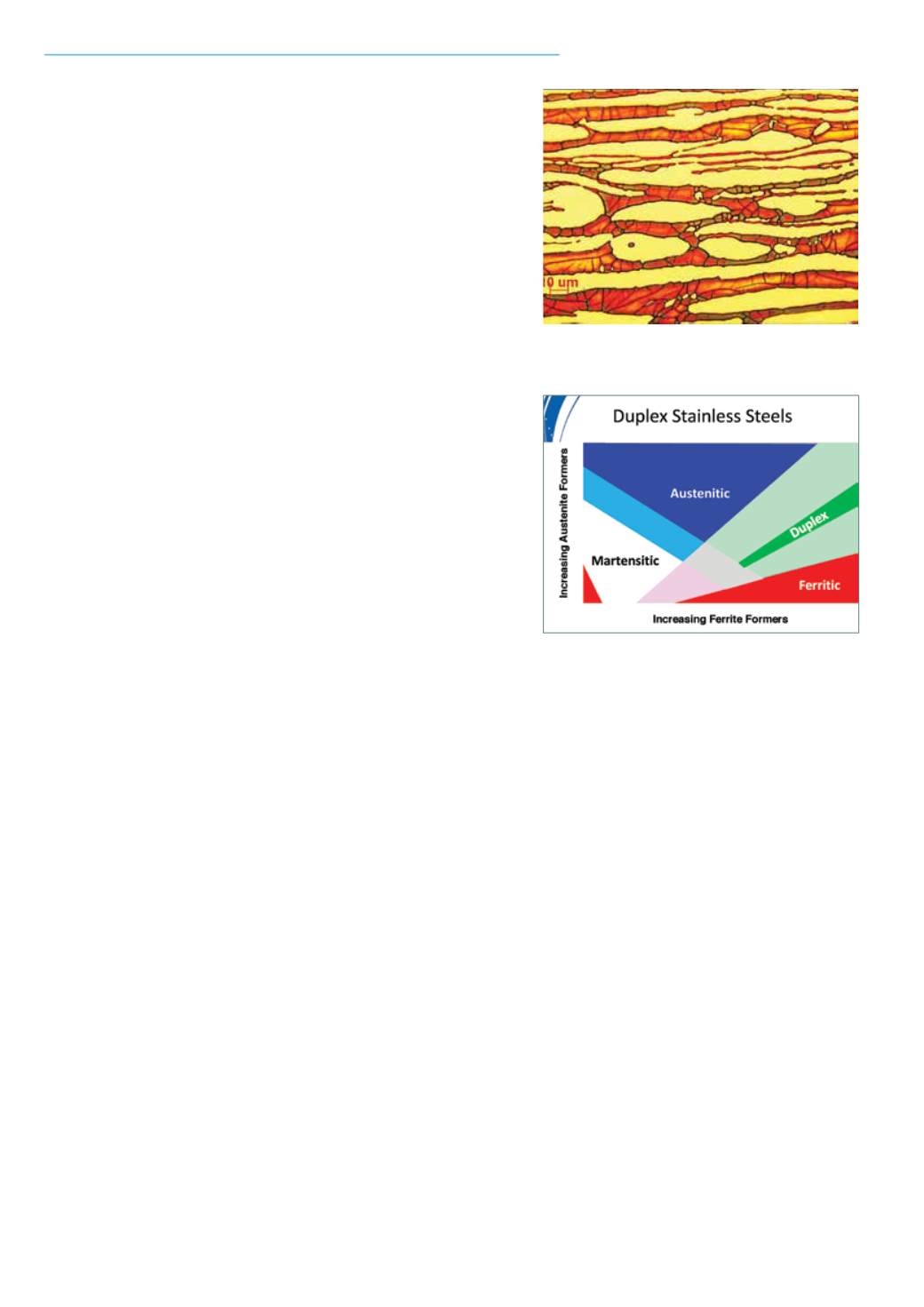
The Shaeffler diagram highlights a narrow band between
the austenitic and ferritic regions for duplex stainless
steel varieties.
A slide of the typical microstructure of duplex stainless
showing that duplex has a two-phasemicrostructure
consisting of ferrite and austenite.


