Innovative technology for ‘shrinking’ catalytic converters - designed and built in South Africa by Jendamark Automation for the global market - relies on the precision of SEW-EURODRIVE’s highly dynamic servo-geared units and software.
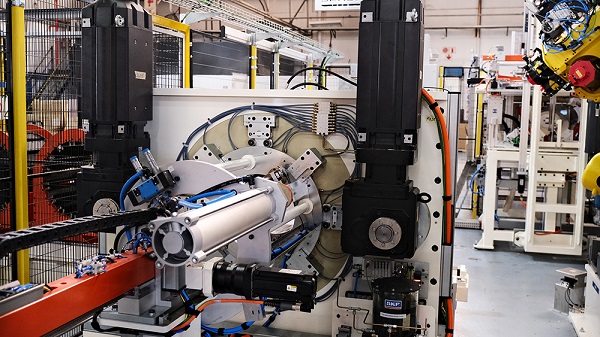
Jendamark Automation’s catalytic converter shrinker machine integrates a 12-segment precision shrinking system.
Based in Gqeberha, Eastern Cape, Jendamark Automation specialises in advanced automated assembly systems for powertrains, catalytic converters, hydrogen technologies, and other automotive components. Yanesh Naidoo, Executive Innovations Director at Jendamark Automation, says that 95% of locally produced machines are exported and are in operation in Europe, India and the USA.
“The shrinking machine - or ‘shrinker’ - is a core component of our catalytic converter assembly cell,” Naidoo says. “This cell is a highly automated production environment in which multiple machines, robots and laser measurement systems operate in concert.”
The process begins with the core of a catalytic converter - a ceramic ‘brick’ or monolith, coated with precious metals such as platinum and palladium, which converts exhaust gases into less harmful emissions. This brick is wrapped in a thick, spring-like insulation mat and then inserted into an outer stainless-steel casing (or can). In this process, there are many variables to consider, he explains.
“Because the ceramic monolith is extruded and baked, its diameter can vary slightly, by two or three millimetres in a passenger vehicle converter and up to ten millimetres in a truck converter,” he says. “This means each monolith is slightly different in size.”
To secure the monolith within the casing with the correct spring load, the casing must be adapted. This is the key function of the shrinking machine - to reshape the stainless-steel casing to the exact diameter required for each brick-and-mat combination. Shrinking stainless steel to tolerances of 50 microns requires enormous force and control, which the shrinker achieves by closing a set of heavy, tapered segments around the can.
“For a passenger vehicle converter, we use twelve segments, while for a commercial vehicle converter - which is larger - we use sixteen,” Naidoo says. “We pull a massive steel ring back over those segments, and as the ring moves, the segments close in, collapsing the can evenly around the monolith.”
Two powerful SEW-EURODRIVE servo motor systems drive that motion, each connected to precision roller screws that pull the ring from both sides. Synchronising those drives is critical.
“If one side is pulled just a few millimetres more than the other, it will damage these very expensive roller screws,” he explains. “This is where SEW-EURODRIVE’s technology comes into its own; the drives and controllers keep the two motors synchronised to very tight tolerances, even at the high speeds required to meet our 30-second cycle times.”
The speed at which Jendamark Automation’s shrinker operates is one of its key advantages, Naidoo emphasises, and this has been achieved through its innovative tool changer. He explains that flexibility is particularly important in converter production for commercial vehicles, as variants change every few hours. Traditionally, each change required a lengthy manual tool change, resulting in two to three hours of downtime.
“This is why we developed an automatic tool-change system for the shrinker,” he says. “We have two cartridges outside the machine, one of which is preloaded with the next set of 16 segments. When the operator hits ‘tool change’, the machine ejects the old set, inserts the new one and locks everything down - all automatically in about 45 seconds.”
That innovation, also powered by SEW-EURODRIVE servo drives, has transformed productivity.
“We have significantly reduced tool-changing times, giving our customers more production time per shift and enabling them to produce around 80 additional parts,” he says. “With two or three tool changes a day, the gains are massive.”
The entire catalytic converter assembly cell can house up to 30 SEW-EURODRIVE servo drives, powering and synchronising multiple machines – from laser measuring systems to robotic handlers. Behind the scenes, Jendamark’s proprietary Variant Manager software orchestrates these movements.
“Every part coming down the line is slightly different, so every 30 seconds a new set of parameters - such as diameters, spring loads and positions - is sent to the drives,” Naidoo says. “There are no fixed positions, so it is completely dynamic, adapting in real time.”
Alongside this performance, he adds, there is an equivalent focus on reliability, as customers require minimal downtime to ensure their processes and products remain viable. He notes that a USA customer, Cummins (through its acquisition of Faurecia’s USA factory), has been running Jendamark’s shrinker for almost 6 years, during which it has produced over 3 million catalytic converters.
“Apart from greasing the screws, there has been no major maintenance and no drive failures,” he says. “That is a testament to the robustness of our overall design and the reliability of SEW-EURODRIVE equipment.”
The customer was so impressed that it decided to standardise globally on Jendamark’s machines.
“They had two other suppliers’ machines next to ours on the same line,” Naidoo says. “Now they’re replacing those with Jendamark machines for their reliability and consistent quality.”
Phillip Steyn, Branch Manager at SEW-EURODRIVE in Gqeberha, says the project demonstrates how advanced motion control systems enable complex automation.
“Our MOVIAXIS multi-axis servo system, together with our efficient servo motors and dynamic gearboxes, delivers the accurate positioning and torque this machine requires,” Steyn says. “The challenge was to deliver very high torque while maintaining precise synchronisation and feedback at high speeds.”
He notes that it is easier to be accurate when machinery is moving slowly, but much more challenging with high-speed machines like this one. SEW-EURODRIVE’s control architecture ensures that every motion - from synchronising the ring pull to positioning the auto-tool change mechanism - is tracked and verified before the next cycle begins.
“There is extensive feedback between the drive and the upper-level controller,” Steyn explains. “The system scans the input data - the product types and can sizes - and adjusts torque and position in real time. It is the brain and the muscle working together.”
Naidoo highlights the value of SEW-EURODRIVE’s integrated unit - the motor, gearbox and drive - which is already matched for torque and speed.