

African Fusion talks to newly appointed ISO 3834 Responsible Welding Coordinator, Pieter Venter (left), and laser cladding manager, Daan Lourens (right), about Thermaspray’s addition of laser cladding services and the importance of consistent quality control.
Click to download and read pdf
Following a stellar career in South Africa’s steel industry, Pieter Venter says he is excited to have joined South Africa’s leader in surface engineering and high technology coatings. “I have long been interested in the principles and benefits of surface engineering and the total menu of technologies and equipment that Thermaspray, as the leader in this field, offers, dovetails perfectly with advancing my career,” he tells African Fusion.
Venter, with BEng and BEng Hons degrees Metallurgy from the University of Pretoria, a Master in Materials and Welding Engineering from the University of the Witwatersrand, and an IIW International Welding Engineer Diploma, is extraordinarily well qualified for the position.
“Considering fusion welding, irrespective of the welding process, there is a metallurgical bond between the parent- and filler metal used. Whether joining plates to fabricate a pressure vessel or hardfacing/cladding a shaft or valve seat to improve its wear/corrosion resistance and in-service life, there is a fundamental requirement to get the as-welded quality to the highest possible level,” he continues.
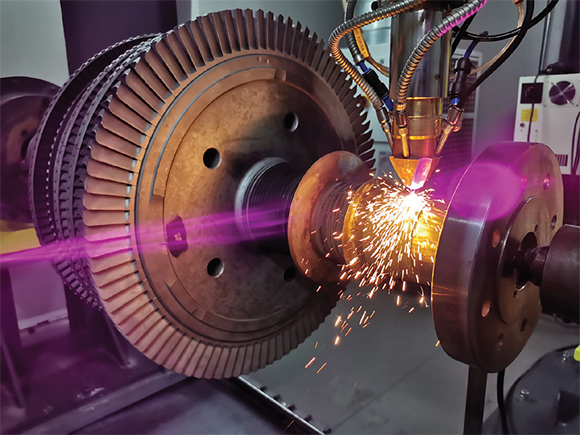
Laser cladding (or laser metal deposition) involves a consumable powder that is melted using a laser light source. A thin layer of the parent metal is also melted by the laser which, with the powder, creates a fused metallurgical bond on the surface of the component. “So this process is inherently a fusion welding process for metallic materials, and therefore needs to meet the quality requirements of ISO 3834,” Venter explains.
“With Thermaspray already being an ISO 3834-Part 2 certified organisation, certification fits perfectly into our quality management system to manage all work we do, with respect to relevant standards, customer requirements, welding procedure specifications, non-destructive testing requirements and much more. If it involves fusion welding, then ISO 3834 applies,” he notes.
Describing his role within Thermaspray, Venter says that ISO 3834-2 management system certification requires the involvement and appointment of a responsible welding coordinator to assist management to ensure that the management system conforms to the requirements of ISO 3834‑2, is capable of consistently achieving its stated policies and objectives and is effectively implemented. “As that welding coordinator, I now take responsibility for issues relating to fusion welding processes: reviewing and understanding customer and technical requirements, overseeing welding operations, carrying out welding procedure qualification tests, evaluating and approving weld test results and overseeing final production welding, inspection and testing and other related activities. In a nutshell, this support role is about making sure the needs of the customer are effectively and safely met in compliance with all Codes, Standards, and specifications and, at the end of the day, that the customer is happy with the results,” he informs African Fusion. After all, Thermaspray believes that value for the customer is vested in excellent quality and service at the lowest total cost of ownership and within the best response time.
Laser cladding/laser metal deposition
As with all thermal spray, cladding and hardfacing processes, a key goal is to achieve a surface composition that fully meets the in-situ wear and/or corrosion property requirements without affecting the metallurgy of the supporting substrate. Sophisticated surface engineering is about reducing the heat input so as to deposit the thinnest dilution layer possible, so that the maximum possible percentage of powder constituents are available to protect the component surface. “Among the surface engineering techniques that form a metallurgical – and therefore impact resistant – bond between the substrate material and the overlay material, laser cladding is among the most flexible and sophisticated surfacing processes available,” continues Lourens.
“Our core business focuses on both OEM and end-user customers, extending the wear and/or corrosion life of new OEM components, or refurbishing worn in-service plant components to OEM specification,” he says. “Laser cladding is a complementary process to thermal spray. With laser cladding, we can dimensionally restore worn components to OEM specification or use a tailored metal powder to extend the wear- and/or corrosion resistance of a working surface on a component, which ultimately saves the customer costs on maintenance or replacement,” Lourens explains.
Laser cladding is used in various industries, such as power generation, pumps and casings, petrochemical, mining, automotive, turbomachinery and many more. “Our core business remains thermal spray, but the laser service has grown very quickly, and we continue to expand into new industries and with new applications,” he adds.
“The process doesn’t replace thermal spray, or any other surface engineering technology offered by Thermaspray, but supplements it with high levels of metallurgical flexibility with the availability of a wide range of powders for various, specific applications, exceptionally low heat-input, and dilution levels of only approximately 5%, which is up to three times lower than typically seen with PTA cladding,” adds Venter.
“From a machining perspective, laser cladding offers near-net shape finishes, which can massively reduce post-weld machining times and ultimately costs. With some materials, the finished surface is very smooth when deposited. We can deposit to within about 0.1 mm (100 m) of net shape on materials such as these, but for other materials, where the weld bead profiles are more pronounced, we can get to within 0.5 to 0.6 mm (500 to 600 m) of the required machine-finished dimensions,” says Lourens.
Thermaspray has chosen a diode laser for its laser cladding service. A six-axis robot and a two-axis tilt and turn manipulator give a total of eight manipulation axes for maximum flexibility. “With this system, we can achieve layer thicknesses of anywhere between 0.2 and 2.0 mm per pass.” notes Lourens.
Another key advantage of using a highly automated and accurately controlled process such as laser cladding is repeatability: “We can very accurately control all input parameters, so once a procedure to deposit a layer of a specific material has been developed, subsequent layers will all be that exact same thickness and if we are working with several identical components, we can guarantee the layer thickness within a very precise range across all of these components,” he adds.
In terms of the powder deposition efficiency, 70 to 80% can typically be achieved. “The big advantage with powder-based filler materials, is that there are several global manufacturers that have spent many years developing a massive range of powder types for very specific applications, ranging from extreme abrasion resistance and impact resistance to corrosion protection or oxidation resistance. You would be hard-pressed to find an application for which there is not a readily available fit-for-purpose powder,” Lourens assures.
The expanding capability and quality offering
Going back to the link between ISO 3834 and laser cladding, Lourens notes that Thermaspray has done thermal spray work for companies like Eskom, Sasol, Sulzer, Siemens and other OEMs for many years. “Many major OEMs and suppliers to the power generation and petrochemical industries require ISO 3834 certification as a tender condition for fusion-related work, and we wanted to expand our service offering to these companies.
“Our decision to adopt ISO 3834 certification went hand-in-hand with the addition of the laser cladding service to the Thermaspray portfolio. We brought Pieter Venter onboard, as his broad range of knowledge in metallurgy and experience with fusion welding further strengthens the foundation on which we have built our laser cladding service.
“The drive is to be able to approach any customer and confidently say we can offer a high integrity, high quality surface engineering service, through various technologies supported by all of the necessary knowledge, experience, certifications and support from the top professionals in the country and abroad,” he says, adding: “We already practice strict quality control and assurance through our ISO 9001 certification, so the addition of an ISO 3834 system was a natural progression as our service offering grew.”
Venter continues: “Thermaspray’s offering is directly driven by customers’ needs. We can assist customers to use their maintenance periods more effectively, delivering quick turnaround times of refurbishment projects in the pressure equipment inspection space, or supporting those customers wanting to improve competitiveness through reduced total cost of ownership of critical components. We can extend service life of components through refurbishment, which could otherwise not be considered with conventional arc welding processes because of inherent excessive dilution levels or distortion.
“The surface engineering processes that Thermaspray offers, especially now with the laser cladding service, lead to improved equipment performance in the support they give to maintenance improvement teams in their quest to improve mean-time between failure or repair of critical plant components,” he concludes.






