10
Mechanical Technology — August 2013
⎪
Proactive maintenance, lubrication and contamination management
⎪
A
ll hydraulic systems have a
critical contamination toler-
ance level, which is often
defined by the most sensitive
system components, such as servo
valves or piston pumps. Systems are at
risk when fluid contamination exceeds
this level because fluid-borne contami-
nants directly impact component wear
rate, life, and the ability to perform as
intended. For optimum performance
and predictable life, component manu-
facturers recommend fluid cleanliness
levels according to ISO Standard 4406.
To keep fluid clean, OEMs and users
depend on filters – as well as good sys-
tem design and maintenance practices.
However, filter manufacturers test and
rate their products using the ISO Stan-
dard 16889 test method, and it gener-
ally doesn’t reflect real-world operating
conditions. As a result, filters often don’t
deliver the on-machine performance
that users expect.
Filter performance testing
using ISO 16889
The most common measure of filter
performance is its removal (capture)
efficiency, which addresses how ef-
ficiently a filter removes particles from
the fluid. Few consider a filter charac-
teristic known as retention efficiency,
which measure how effectively that
filter holds onto particles it has previ-
ously captured under the stresses of a
hydraulic system. A filter is not a black
hole, and its performance must not be
based only on how efficiently it captures
particles. If not properly designed
and applied, a filter can be
one of the most damaging
sources of contamination in
a system.
Filter performance in a
dynamic operating system
varies because of several
factors, including flow rate,
flow density, duty cycle, vis-
cosity, fluid- and structure-
borne vibration, contamina-
tion levels, ingression rate,
and others. Hydraulic filters
typically see frequent and
rapid changes in flow rate
accompanied by varying
vibration frequencies.
The challenge is that ISO
16889 – used to rate and compare
filter performance – does not subject
test filters to the dynamic stresses of
today’s systems. Instead, ISO 16889’s
multi-pass test measures capture ef-
ficiency and dirt holding capacity in a
steady-state environment, run at one
flow rate under ideal laboratory condi-
tions, without subjecting the filter to
hydraulic actuation or system restarts.
Test fluid circulates at a constant flow
rate in a closed-loop test circuit with
on-line particle counters before and
after the test filter. A known quantity
of contaminant is added to the system
at a constant rate before the upstream
particle counter.
Small amounts of fluid are removed
before and after the filter for particle
counting to calculate filter capture ef-
ficiency. Capture efficiency is expressed
as filtration ratio – commonly called beta
ratio – which describes the relation-
ship between the number of particles
greater than and equal to a specified
size counted before and after the filter.
As per ISO 16889 the filtration ratio
(Beta) is given by:
β
x = quantity particles
≥
x
µ
m
[c]
up-
stream of filter/quantity particles
≥
xm
[c]
downstream of filter.
For example, if 600 particles greater
DFE: predicting a filter’s real efficiency
Most filter manufacturers rate their filters according
to the ISO 16889 Standard multi-pass test, but all
Hy-Pro filter are also rated according to the dynamic
filter efficiency (DFE) test, which gives a much better
indication of real-world operating conditions.
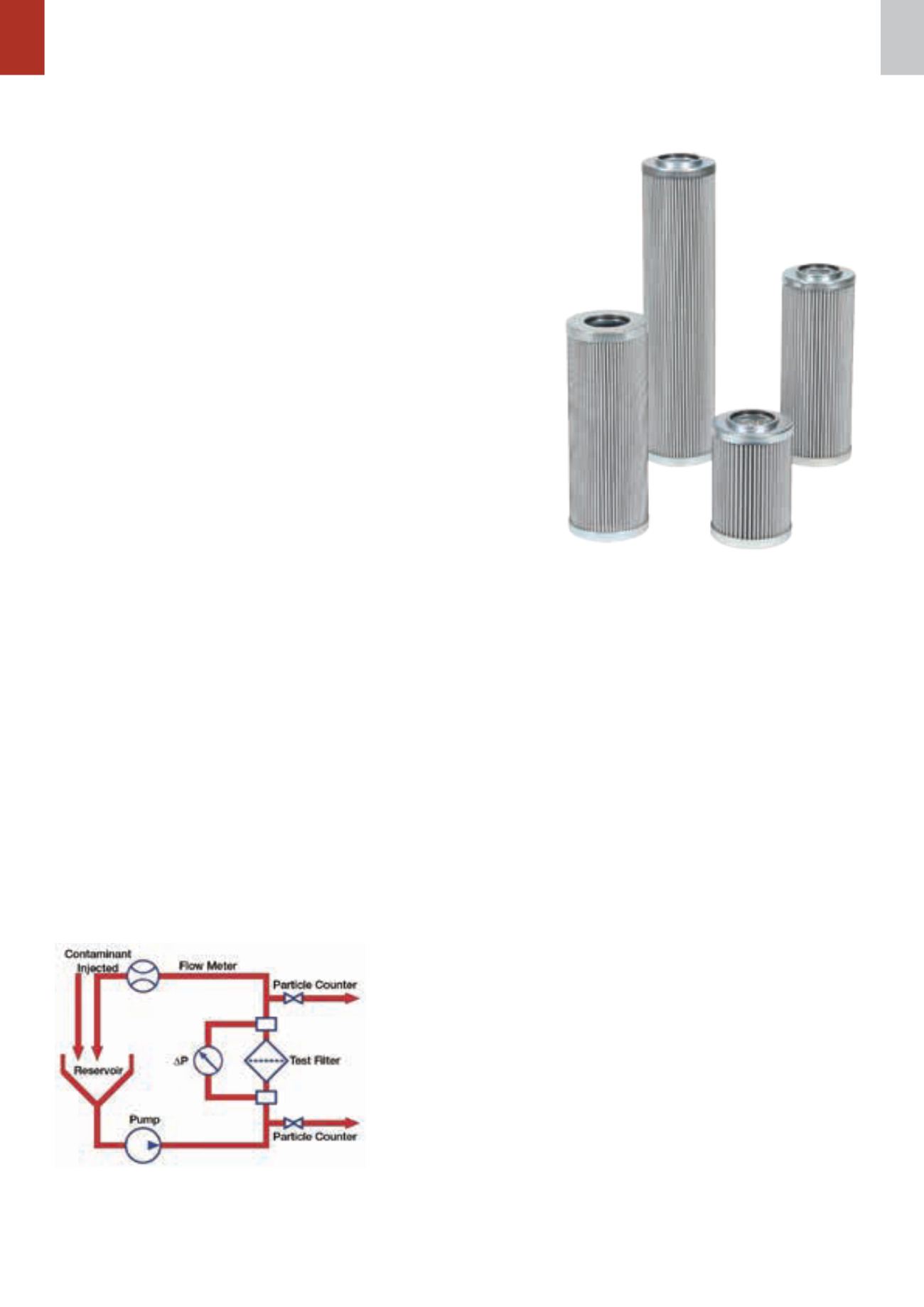
Figure 1: The ISO 16889 multi-pass test circuit. Con-
taminated fluid is added at a constant rate, and the
difference between particle counts before and after
the filter gives a measure of the filter’s performance.
Aaron Hoeg of Hy-Pro Filtration presents the case for using the dynamic filter
efficiency (DFE) test to more accurately compare how different filters will
perform when exposed to real-world conditions.
than or equal to 7,0
µ
m are counted
upstream of the filter and four are
counted downstream, the filtration ratio
is expressed as:
β
7
(c)
= 600/4 = 150
Where the subscript [c], differentiates
between multi-pass tests run accord-
ing to the current ISO 16889 test with
the particle counter calibration set as
per ISO 11171, and the pre-1999
ISO 4572 tests.
A filtration ratio can be converted to
filter efficiency. From the example above
Efficiency = [(
β
– 1)/
β
] × 100
= [(150 – 1)/150] × 100
= 99,33%
The test filter is 99,33% efficient at
capturing particles of 7,0
µ
m and larger.
While the standard provides a re-
peatable method, where identical filters
produce like results when measured on
different test stands, laboratory ratings
often don’t translate into predictable
performance on actual hydraulic sys-
tems. The challenge is to select filters
that deliver fluid cleanliness below
critical contamination tolerance levels,
and also yield reliable operation and
maximum component life. Filters must
be tested in a dynamic environment to
understand how they will perform when
exposed to real-world conditions.


